

DAVID RICHARDS ENGINEERING LTD
ULTRA HARD CUTTING TOOLS

Specialists in the application of Ultra Hard Cutting Tool Technology

Since 1989 David Richards have developed a reputation for providing production engineering solutions to a diversity of problems. Using
the latest CNC grinding and spark erosion techniques, a wide range of standard PCBN and PCD tools are manufactured to stock. Over
many years of operation, we have been involved in many new and challenging projects. To gain the benefit of our experience, contact the
experts at David Richards.
Where standard products are not ideal or cost effective, special tools, tool holders, and cutting tool inserts are manufactured to suit the
application and supplied as soon as possible. Our customer base includes companies from all sectors of manufacturing industry including,
automotive, aerospace, machine tool, press and mould tool and woodworking.
This website does NOT use Cookies for any analytical purposes






























DAVID RICHARDS ENGINEERING
ULTRA HARD CUTTING TOOLS






























Specialists in the application of Ultra Hard Cutting Tool Technology
Since 1989 David Richards have developed a
reputation for providing production engineering
solutions to a diversity of problems. Using the
latest CNC grinding and spark erosion
techniques, a wide range of standard PCBN
and PCD tools are manufactured to stock.
Over many years of operation, we have been
involved in many new and challenging projects.
To gain the benefit of our experience, contact
the experts at David Richards.
Where standard products are not ideal or cost
effective, special tools, tool holders, and cutting
tool inserts are manufactured to suit the
application and supplied as soon as possible.
Our customer base includes companies from all
sectors of manufacturing industry including,
automotive, aerospace, machine tool, press and
mould tool and woodworking.



Specialists in the application of
Ultra Hard Cutting Tool Technology
Since 1989 David Richards have developed a reputation for providing production
engineering solutions to a diversity of problems. Using the latest CNC grinding and
spark erosion techniques, a wide range of standard PCBN and PCD tools are
manufactured to stock.
Over many years of operation, we have been involved in many new and challenging
projects. To gain the benefit of our experience, contact the experts at David
Richards.
Where standard products are not ideal or cost effective, special tools, tool holders,
and cutting tool inserts are manufactured to suit the application and supplied as soon
as possible. Our customer base includes companies from all sectors of manufacturing
industry including, automotive, aerospace, machine tool, press and mould tool and
woodworking.

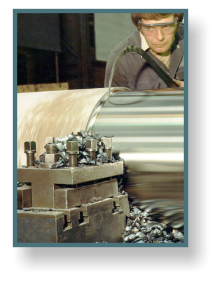
ULTRA HARD CUTTING TOOLS






























DR-100 is a fully solid high CBN content material and is
used for heavy machining applications, where high stock
removal rates provide an attractive alternative to
conventional techniques.
Brazeable High CBN Content
DR-75
DR-85
DR-95
DR-400
DR-650
DR-900
DR-75 machines Cast Iron that is not fully Pearlitic. DR-85
and DR-95 have complex ceramic binders designed to give
exceptional tool life machining Cast Iron. DR-400 is the
toughest CBN grade we offer. DR-650 contains TiN and
has a larger CBN particle size but retains the ability to keep
heat in the shear zone for finish machining. DR-900 is
brazeable DR-100
Low CBN Content
DR-50
DR-450
DR-500
Rough Machining
DR-100
Diamond, cubic carbon,
is the hardest, most
abrasive resistant
material known to man.
It is therefore an ideal
tool material -
Unfortunately, in the
presence of heat and
iron, nickel or cobalt,
diamond transforms to
it’s hexagonal form,
graphite.





This is why ferrous materials are not generally machined with diamond.
The second hardest material, Cubic Boron Nitride (CBN), is created by man, using temperatures and pressures like those for diamond synthesis. However, it does not have this inherent weakness when it
comes to the machining of ferrous materials. PCBN cutting tools machine hardened steels with apparent ease because, using relatively high surface speeds, heat is generated at the point of cutting. So the
PCBN tool cuts locally softened material.
The heat is carried away by the swarf or chip, which becomes brittle and harmless, and the PCBN tool, which has a high co-efficient of thermal conductivity.
If a light cut is required, however, a tool with a high CBN content conducts too much heat away from the shear zone and the conditions for efficient machining cannot be achieved.
The properties of a PCBN cutting Tool grade are generally dependant on a number of factors:
•
The concentration of the CBN particles and any ceramic binder
•
The size of the CBN particles in the matrix
•
The size of the ceramic particles in the matrix
•
The type of ceramic binder used
David Richards offers 10 grades of CBN material
DR-50
Brazed tools and indexable inserts for finishing with continuous cutting or favourable interrupted cutting.
DR-500
Brazed Tools and indexable inserts for finishing with continuous cutting or very favourable interrupted cutting. The hardest PCBN we supply with the greatest tool life under ideal conditions.
DR-450
Brazed tools and indexable inserts for finishing with favourable interrupted cutting or extreme surface finish requirements.
DR-650
Brazed tools and indexable inserts for finishing with less favourable interrupted cutting and semi-finishing.
DR-75
Brazed Tools and indexable inserts for Cast Iron that is not fully Pearlitic.
DR-85
Brazed tools and indexable inserts for cast iron machining and semi-finishing where the solid CBN format of DR-100 is not applicable.
DR-95
Brazed Tools and Indexable inserts for heat treated Cast Iron and machining of Powder Metals and Cobalt and Nickel Chrome alloys.
DR-100
Fully solid PCBN for roughing and cast-iron machining.
DR-400
Brazed tools and indexable inserts for extremely difficult materials and unfavourable cutting conditions.
DR-900
Brazed tools and indexable inserts for roughing with severe interrupted cutting and cast-iron machining.
Grade Selection
A harder grade will always achieve a longer tool life, so it is always best to use the hardest grade that will complete the application. It is always
worthwhile, spending some time resources, ensuring that the machine tool, tool holder, and work holding are in as good a condition as possible.
However, as the system ages and things become worn, it may be necessary to switch to a tougher grade to accommodate a resulting lack of rigidity.

DAVID RICHARDS ENGINEERING
ULTRA HARD CUTTING TOOLS

What is Polycrystalline Cubic Boron Nitride?
Diamond, cubic carbon, is the hardest, most abrasive resistant material known to man.
It is therefore an ideal tool material.
Unfortunately, in the presence of heat and iron, nickel or cobalt, diamond transforms to hexagonal form,
graphite.
This is why ferrous materials are not generally machined with diamond.
DR-100 is a fully solid high CBN content material and is
used for heavy machining applications, where high stock
removal rates provide an attractive alternative to
conventional techniques.
Brazeable High CBN Content -
DR-75
DR-85
DR-95
DR-400
DR-650
DR-900
Low CBN Content -
DR-50
DR-450
DR-500
Rough Machining - DR-100


DR-75 machines Cast Iron that is not fully Pearlitic. DR-85
and DR-95 have complex ceramic binders designed to give
exceptional tool life machining Cast Iron. DR-400 is the
toughest CBN grade we offer. DR-650 contains TiN and
has a larger CBN particle size but retains the ability to keep
heat in the shear zone for finish machining. DR-900 is
brazeable DR-100 ………
All these grades have a low CBN content making them
ideal for precision finish machining. DR-500 is the hardest
CBN we supply and gives exceptional tool life. DR-50 is
tougher and performs well in less than ideal conditions.
DR-450 has a smaller particle size that makes it tougher
and capable of exceptional surface finishes.












The second hardest material, Cubic Boron Nitride (CBN), is created by man, using temperatures and pressures like those for
diamond synthesis. However, it does not have this inherent weakness when it comes to the machining of ferrous materials. PCBN
cutting tools machine hardened steels with apparent ease because, using relatively high surface speeds, heat is generated at the
point of cutting. So the PCBN tool cuts locally softened material.
The heat is carried away by the swarf or chip, which becomes brittle and harmless, and the PCBN tool, which has a high co-efficient
of thermal conductivity.
If a light cut is required, however, a tool with a high CBN content conducts too much heat away from the shear zone and the
conditions for efficient machining cannot be achieved.
The properties of a PCBN cutting Tool grade are generally dependant on a number of factors:
•
The concentration of the CBN particles and any ceramic binder
•
The size of the CBN particles in the matrix
•
The size of the ceramic particles in the matrix
•
The type of ceramic binder used
David Richards offers 10 grades of CBN material
DR-50
Brazed tools and indexable inserts for finishing with continuous cutting or favourable interrupted cutting.
DR-500
Brazed Tools and indexable inserts for finishing with continuous cutting or very favourable interrupted cutting.
The hardest PCBN we supply with the greatest tool life under ideal conditions.
DR-450
Brazed tools and indexable inserts for finishing with favourable interrupted cutting or extreme
surface finish requirements.
DR-650
Brazed tools and indexable inserts for finishing with less favourable interrupted cutting and semi-finishing.
DR-75
Brazed Tools and indexable inserts for Cast Iron that is not fully Pearlitic.
DR-85
Brazed tools and indexable inserts for cast iron machining and semi-finishing where the solid CBN format
of DR-100 is not applicable.
DR-95
Brazed Tools and Indexable inserts for heat treated Cast Iron and machining of Powder Metals and Cobalt and
Nickel Chrome alloys.
DR-100
Fully solid PCBN for roughing and cast-iron machining.
DR-400
Brazed tools and indexable inserts for extremely difficult materials and unfavourable cutting conditions.
DR-900
Brazed tools and indexable inserts for roughing with severe interrupted cutting and cast-iron machining.
Grade Selection
A harder grade will always achieve a longer tool life, so it is always best to use the hardest grade that will complete the application.
It is always worthwhile, spending some time resources, ensuring that the machine tool, tool holder, and work holding are in as
good a condition as possible.
However, as the system ages and things become worn, it may be necessary to switch to a tougher grade to accommodate a
resulting lack of rigidity.












Diamond, cubic carbon, is the hardest, most abrasive resistant material
known to man.
It is therefore an ideal tool material.
Unfortunately, in the presence of heat and iron, nickel or cobalt,
diamond transforms to hexagonal form, graphite.
This is why ferrous materials are not generally machined with diamond.

The second hardest material, Cubic Boron Nitride (CBN), is created by man, using
temperatures and pressures like those for diamond synthesis. However, it does not have
this inherent weakness when it comes to the machining of ferrous materials. PCBN
cutting tools machine hardened steels with apparent ease because, using relatively high
surface speeds, heat is generated at the point of cutting. So the PCBN tool cuts locally
softened material.
The heat is carried away by the swarf or chip, which becomes brittle and harmless, and
the PCBN tool, which has a high co-efficient of thermal conductivity.
If a light cut is required, however, a tool with a high CBN content conducts too much heat
away from the shear zone and the conditions for efficient machining cannot be achieved.
The properties of a PCBN cutting Tool grade are generally dependant on a
number of factors:
•
The concentration of the CBN particles and any ceramic binder
•
The size of the CBN particles in the matrix
•
The size of the ceramic particles in the matrix
•
The type of ceramic binder used
David Richards offers 10 grades of CBN material
DR-50
Brazed tools and indexable inserts for finishing with continuous cutting or
favourable interrupted cutting.
DR-500 Brazed Tools and indexable inserts for finishing with continuous cutting or
very favourable interrupted cutting.
The hardest PCBN we supply with the greatest tool life under ideal conditions.
DR-450 Brazed tools and indexable inserts for finishing with favourable interrupted
cutting or extreme surface finish requirements.
DR-650 Brazed tools and indexable inserts for finishing with less favourable interrupted
cutting and semi-finishing.
DR-75
Brazed Tools and indexable inserts for Cast Iron that is not fully Pearlitic.
DR-85 Brazed tools and indexable inserts for cast iron machining and semi-finishing
where the solid CBN format of DR-100 is not applicable.
DR-95
Brazed Tools and Indexable inserts for heat treated Cast Iron and machining
of Powder Metals and Cobalt and Nickel Chrome alloys.
DR-100 Fully solid PCBN for roughing and cast-iron machining.
DR-400 Brazed tools and indexable inserts for extremely difficult materials and
unfavourable cutting conditions.
DR-900 Brazed tools and indexable inserts for roughing with severe interrupted cutting
and cast-iron machining.
Grade Selection
A harder grade will always achieve a longer tool life, so it is always best to use the
hardest grade that will complete the application. It is always worthwhile, spending some
time resources, ensuring that the machine tool, tool holder, and work holding are in as
good a condition as possible.
However, as the system ages and things become worn, it may be necessary to switch to
a tougher grade to accommodate a resulting lack of rigidity.
DR-100 is a fully solid high CBN content material and is used for
heavy machining applications, where high stock removal rates
provide an attractive alternative to conventional techniques.
Rough Machining - DR-100


DR-75 machines Cast Iron that is not fully Pearlitic. DR-85 and
DR-95 have complex ceramic binders designed to give exceptional
tool life machining Cast Iron. DR-400 is the toughest CBN grade
we offer. DR-650 contains TiN and has a larger CBN particle
size but retains the ability to keep
heat in the shear zone for finish
machining. DR-900 is brazeable
DR-100 ………
Brazeable High CBN Content - DR-85, 95, 400, 650 & 900


All these grades have a low CBN content making them ideal for
precision finish machining. DR-500 is the hardest CBN we supply
and gives exceptional tool life. DR-50 is tougher and performs
well in less than ideal conditions. DR-450 has a smaller particle
size that makes it tougher and capable of exceptional surface
finishes.
Low CBN Content - DR-50, 450 & 500



PCBN cutting tools machine hardened steels with apparent ease because, using relatively high surface speeds, heat is generated at the point of cutting so the PCBN tool cuts locally softened
material. The heat is carried away by the swarf, which becomes brittle and harmless, and the PCBN tool, which has a high co-efficient of thermal conductivity. If a light cut is required,
however, a tool with a high CBN content conducts too much heat away from the shear zone and the conditions for efficient machining cannot be achieved.
DR-50, 450 & 500 have a low CBN content. The individual CBN particles are isolated within a ceramic matrix. This gives the materials a lower thermal conductivity. Low CBN tools can, therefore, keep sufficient
heat at the cutting point to enable the optimum cutting conditions to be achieved. The result is greater wear resistance in finish cutting operations.
Low CBN can be used to provide a productive and cost effective alternative to grinding. Tolerances achieved are comparable but machining time can be dramatically reduced. The accuracy and surface finish
achieved will be dependant on the machine used. Vibration will affect the surface finish and free play will limit the tolerances that can be achieved.
When turning or boring hollow sections, chucking pressure should be reduced to encourage roundness and concentricity. Although the component may be hard, cutting forces will be very small.
In most cases, even when very light cuts are required, low CBN tools employ negative rake geometry to provide a strong cutting edge.
Due to the nature of cutting, however, cutting forces are still very small.
When turning or boring hollow sections, chucking pressure should be reduced to encourage roundness and concentricity. Although the component may be hard, cutting forces will be very small.
DR-500 contains TiC and is the hardest finishing grade with the best ultimate tool life under ideal conditions.
DR-50 has a higher CBN content and is tougher, making it suitable for less than ideal applications.
DR-450 contains TiN and has a smaller CBN particle size. This results in a tougher material that produces marginally better surface finishes. DR-450 is only used when the application is not successfully
achieved using DR-50.
Coolant has little effect on the cutting mechanism since the heat generated in the shear zone is sufficient to vaporise any coolant provided.
Coolant does however serve three major purposes:-
•
Although most of the heat essential for efficient cutting exits with the chip, any increase in the temperature of the component will make accurate measuring difficult. Coolant can be used
to reduce this effect.
•
Coolant can be used to drive away any swarf which might interfere with the cutting edge, particularly in boring operations. Coolant can help to reduce vibration, especially where rigidity
is limited.
•
Where interrupted cutting occurs, coolant should not be used as this will thermally shock the CBN tool as it comes out of cut, resulting in premature failure. Although interrupted cutting
with coolant will never improve tool life, it is possible to use coolant machining hardened steel with DR-450 and coolant can be used machining cast iron, that is not hardened, under all
conditions.
For finish-machining of hardened steels and certain softer ferrous materials:
•
Surface and through hardened steels
•
High speed steels
•
Bearing steels
•
Hot - work die steel
•
Cold - work tool steel
•
Grey and chilled cast iron
•
Sintered Irons
Through hardened En31 Bearing Steel Machining
Applying


DR-50, 450 & 500 Applications

Typical Machining Parameters

WHEN NOT TO USE ‘CBN’
Application Examples








For stock removal of hard (45-68 Hrc) and certain softer ferrous materials:
•
Martensitic cast irons - Ni-hard - High Chrome irons Chilled cast irons
•
Fully hardened cold-work tool steels
•
Bearing steels
•
High speed steels
•
Martenstic stainless steels
•
Cobalt and nickel based hard facing alloys
•
Fully pearlitic grey cast iron
DR-50/450 & 500 Applications

Through hardened En31 Bearing Steel Machining
PCBN cutting tools machine hardened steels with apparent ease because, using relatively high surface
speeds, heat is generated at the point of cutting so the PCBN tool cuts locally softened material. The
heat is carried away by the swarf, which becomes brittle and harmless, and the PCBN tool, which has a
high co-efficient of thermal conductivity. If a light cut is required, however, a tool with a high CBN
content conducts too much heat away from the shear zone and the conditions for efficient machining
cannot be achieved.
DR-50, 450 & 500 have a low CBN content. The individual CBN particles are isolated within a ceramic matrix. This
gives the materials a lower thermal conductivity. Low CBN tools can, therefore, keep sufficient heat at the cutting
point to enable the optimum cutting conditions to be achieved. The result is greater wear resistance in
finish cutting operations.
Low CBN can be used to provide a productive and cost effective alternative to grinding. Tolerances achieved are
comparable but machining time can be dramatically reduced. The accuracy and surface finish achieved will be
dependant on the machine used. Vibration will affect the surface finish and free play will limit the tolerances that
can be achieved.
When turning or boring hollow sections, chucking pressure should be reduced to encourage roundness and
concentricity. Although the component may be hard, cutting forces will be very small.
In most cases, even when very light cuts are required, low CBN tools employ negative rake geometry to provide a
strong cutting edge.
Due to the nature of cutting, however, cutting forces are still very small.
When turning or boring hollow sections, chucking pressure should be reduced to encourage roundness and
concentricity. Although the component may be hard, cutting forces will be very small.
DR-500 contains TiC and is the hardest finishing grade with the best ultimate tool life under ideal conditions.
DR-50 has a higher CBN content and is tougher, making it suitable for less than ideal applications.
DR-450 contains TiN and has a smaller CBN particle size. This results in a tougher material that produces
marginally better surface finishes. DR-450 is only used when the application is not successfully
achieved using DR-50.
Coolant has little effect on the cutting mechanism since the heat generated in the shear zone is
sufficient to vaporise any coolant provided.
Coolant does however serve three major purposes:-
•
Although most of the heat essential for efficient cutting exits with the chip, any increase in the
temperature of the component will make accurate measuring difficult. Coolant can be used to
reduce this effect.
•
Coolant can be used to drive away any swarf which might interfere with the cutting edge,
particularly in boring operations. Coolant can help to reduce vibration, especially where
rigidity is limited.
•
Where interrupted cutting occurs, coolant should not be used as this will thermally shock the CBN
tool as it comes out of cut, resulting in premature failure. Although interrupted cutting with coolant
will never improve tool life, it is possible to use coolant machining hardened steel with DR-450 and
coolant can be used machining cast iron, that is not hardened, under all conditions.
Applying
Typical Machining Parameters
WHEN NOT TO USE ‘CBN’


Application Examples












For stock removal of hard (45-68 Hrc)
and certain softer ferrous materials:
DR-85/95/400 & 650 Applications

Through hardened En31 Bearing
Steel Machining
•
Martensitic cast irons - Ni-hard - High
Chrome irons Chilled cast irons
•
Fully hardened cold-work tool steels
•
Bearing steels
•
High speed steels
•
Martenstic stainless steels
•
Cobalt and nickel based hard facing alloys
•
Fully pearlitic grey cast iron
Applying
PCBN cutting tools machine hardened steels with apparent ease because,
using relatively high surface speeds, heat is generated at the point of cutting
so the PCBN tool cuts locally softened material. The heat is carried away by
the swarf, which becomes brittle and harmless, and the PCBN tool, which
has a high co-efficient of thermal conductivity. If a light cut is required,
however, a tool with a high CBN content conducts too much heat away from
the shear zone and the conditions for efficient machining cannot be achieved.
DR-50, 450 & 500 have a low CBN content. The individual CBN particles are isolated
within a ceramic matrix. This gives the materials a lower thermal conductivity. Low
CBN tools can, therefore, keep sufficient heat at the cutting point to enable the
optimum cutting conditions to be achieved. The result is greater wear resistance in
finish cutting operations.
Low CBN can be used to provide a productive and cost effective alternative to
grinding. Tolerances achieved are comparable but machining time can be dramatically
reduced. The accuracy and surface finish achieved will be dependant on the machine
used. Vibration will affect the surface finish and free play will limit the tolerances that
can be achieved.
When turning or boring hollow sections, chucking pressure should be reduced to
encourage roundness and concentricity. Although the component may be hard, cutting
forces will be very small.
In most cases, even when very light cuts are required, low CBN tools employ negative
rake geometry to provide a strong cutting edge.
Due to the nature of cutting, however, cutting forces are still very small.
When turning or boring hollow sections, chucking pressure should be reduced to
encourage roundness and concentricity. Although the component may be hard, cutting
forces will be very small.
DR-500 contains TiC and is the hardest finishing grade with the best ultimate tool life
under ideal conditions.
DR-50 has a higher CBN content and is tougher, making it suitable for less than ideal
applications.
DR-450 contains TiN and has a smaller CBN particle size. This results in a tougher
material that produces marginally better surface finishes. DR-450 is only used when
the application is not successfully
achieved using DR-50.
Coolant has little effect on the cutting mechanism since the heat generated
in the shear zone is sufficient to vaporise any coolant provided.
Coolant does however serve three major purposes:-
•
Although most of the heat essential for efficient cutting exits with the
chip, any increase in the temperature of the component will make
accurate measuring difficult. Coolant can be used to
reduce this effect.
•
Coolant can be used to drive away any swarf which might interfere with
the cutting edge,
particularly in boring operations. Coolant can help to reduce vibration,
especially where
rigidity is limited.
•
Where interrupted cutting occurs, coolant should not be used as this will
thermally shock the CBN tool as it comes out of cut, resulting in premature
failure. Although interrupted cutting with coolant will never improve tool
life, it is possible to use coolant machining hardened steel with DR-450
and coolant can be used machining cast iron, that is not hardened, under
all conditions.


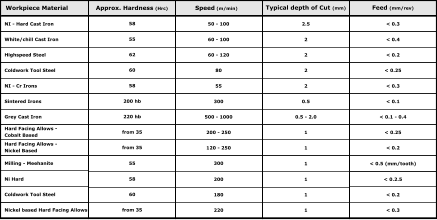
Typical Machining Parameters
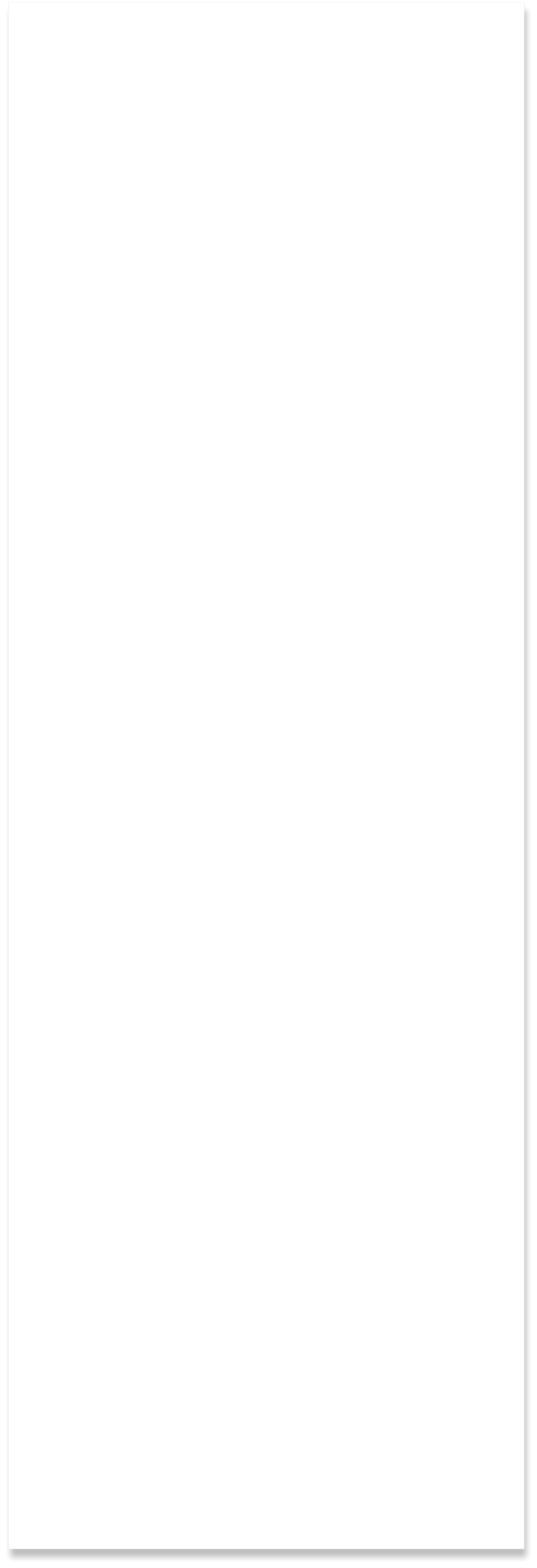
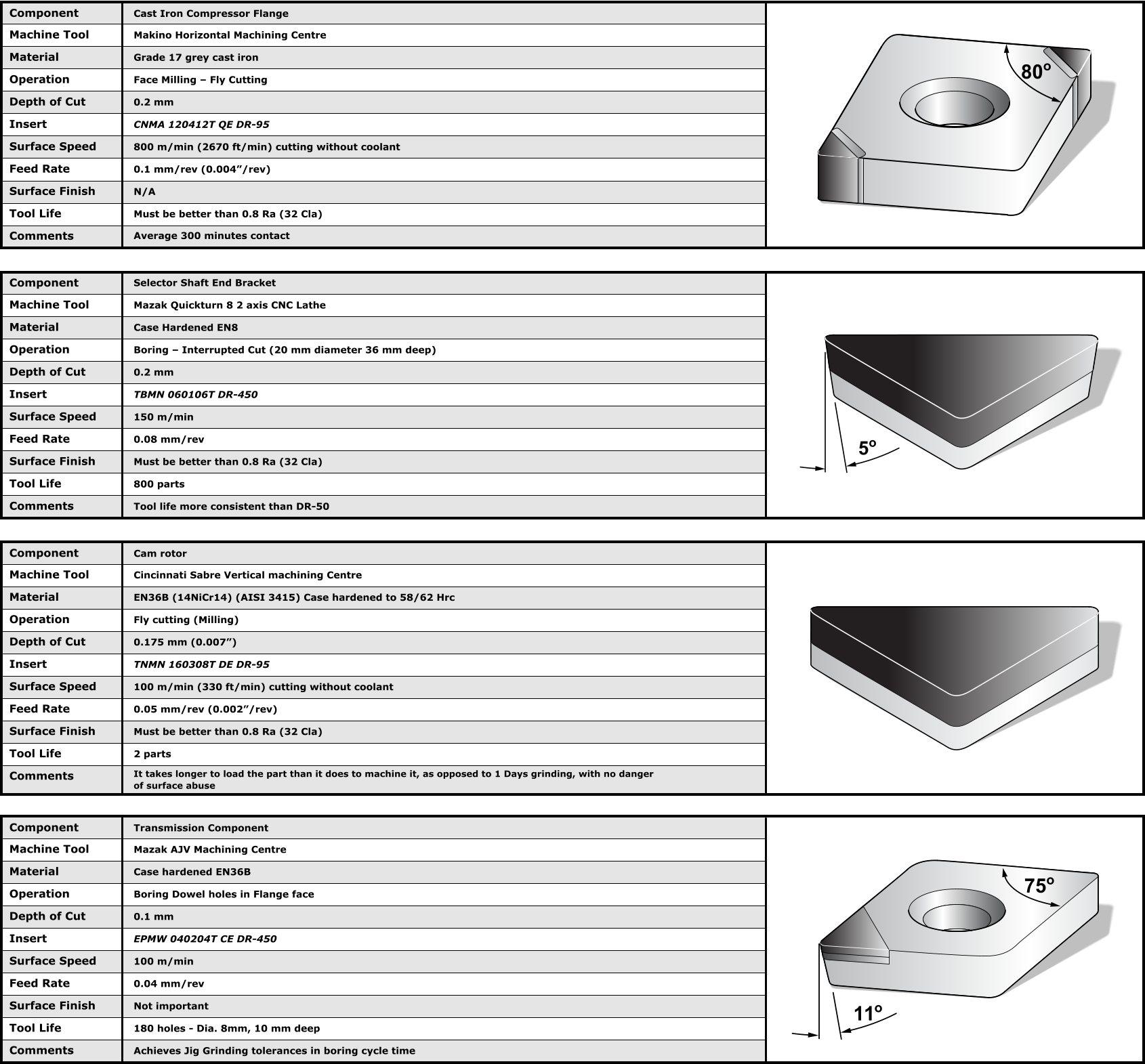
Workpiece Material
Speed (m/min)
Coldwork Tool Steels
60
Typical depth of Cut (mm)
Feed (mm/rev)
Approximate Hardness (Hrc)
Highspeed Steels
Bearing Steels
Hot Work Die Steels
Surface Hardened Parts
Cast Irons (fully pearlitic)
60 - 200
0.01 - 0.5
0.05 - 0.2
62
60 - 120
0.01 - 0.5
0.06 - 0.2
60
60 - 180
0.01 - 0.5
0.05 - 0.2
50
150 - 250
0.01 - 0.5
0.06 - 0.2
62
60 - 250
0.01 - 0.5
0.02 - 0.2
-
400+
0.01 - 0.5
0.02 - 0.2
WHEN NOT TO
USE ‘CBN’


Application Examples
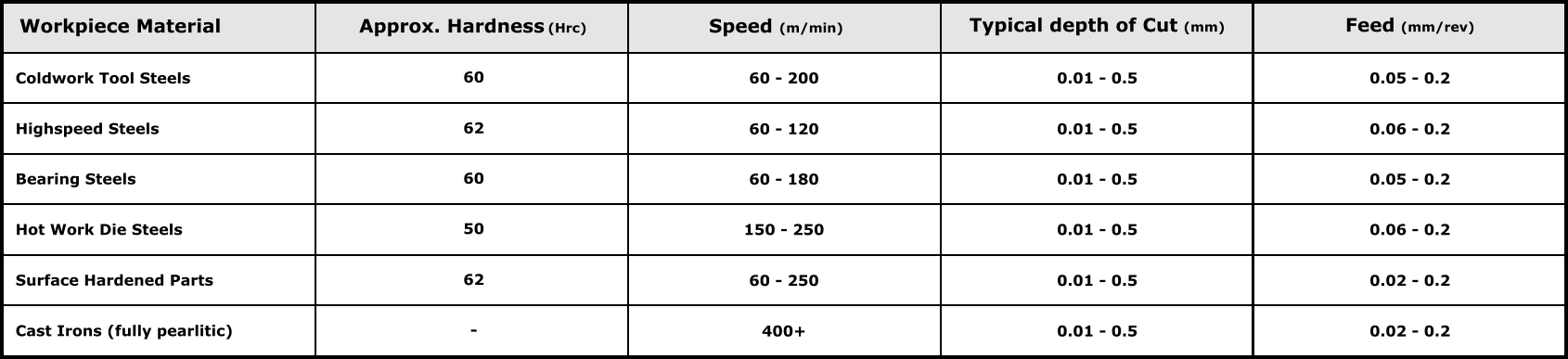
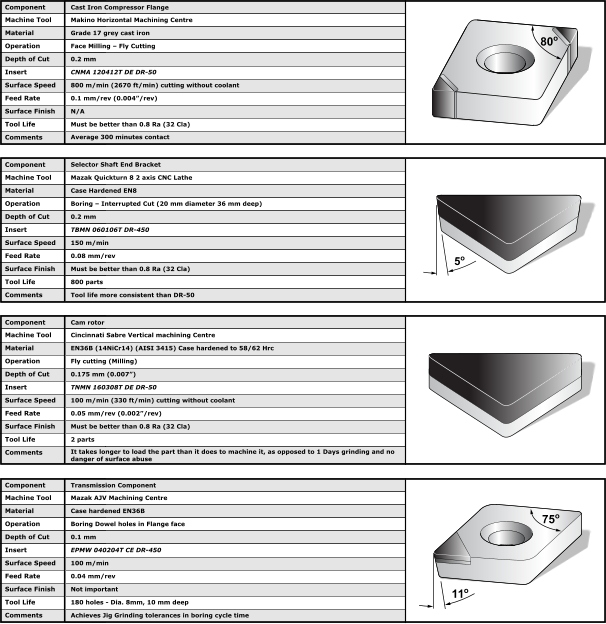
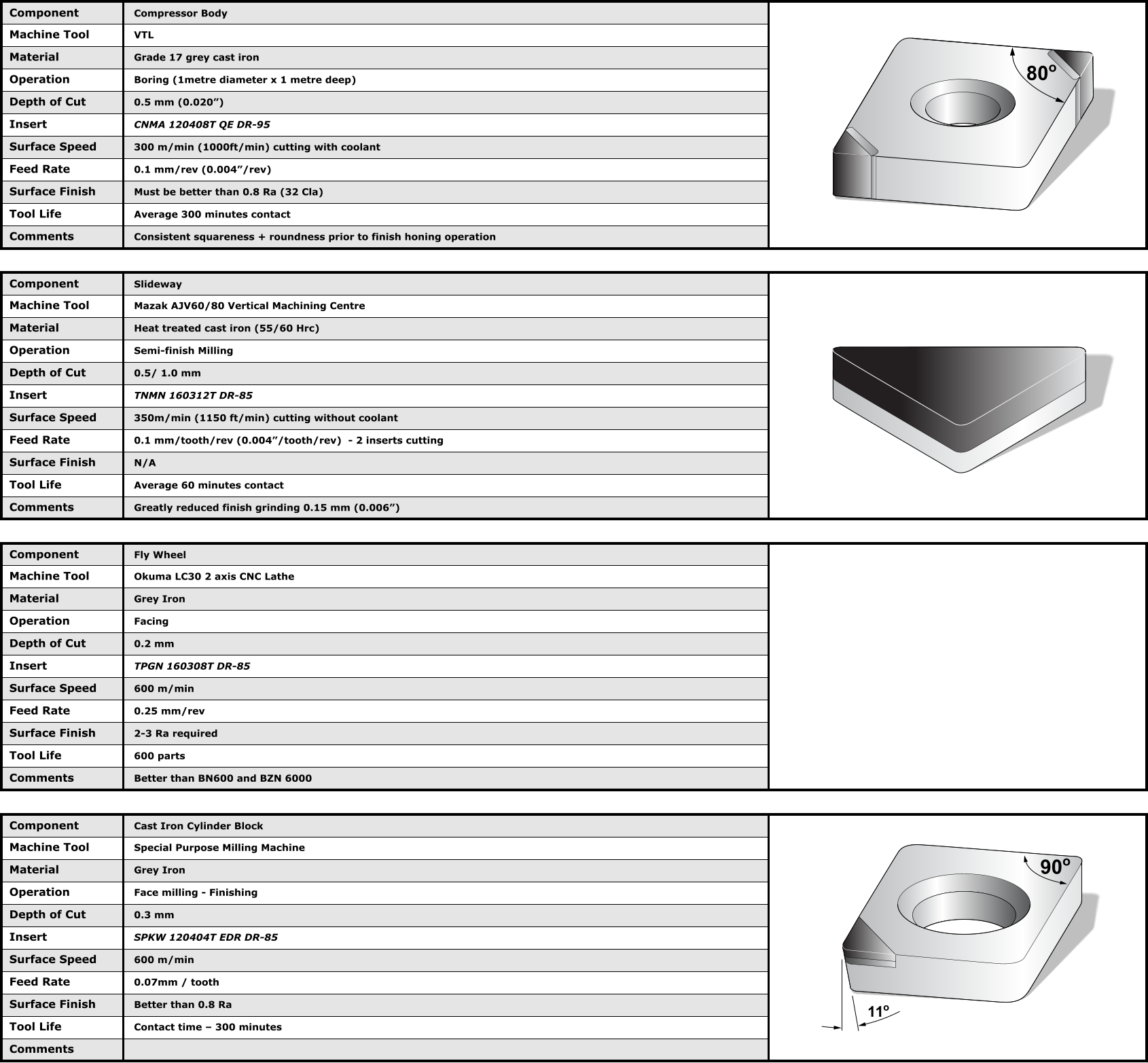
Cast Iron Compressor Flange
Makino Horizontal Machining Centre
Grade 17 grey cast iron
Face Milling – Fly Cutting
0.2 mm
CNMA 120412T DE DR-50
800 m/min (2670 ft/min) cutting without coolant
0.1 mm/rev (0.004”/rev)
N/A
Must be better than 0.8 Ra (32 Cla)
Average 300 minutes contact




Selector Shaft End Bracket
Mazak Quickturn 8 2 axis CNC Lathe
Case Hardened EN8
Boring – Interrupted Cut (20 mm diameter 36 mm deep)
0.2 mm
TBMN 060106T DR-450
150 m/min
0.08 mm/rev
Must be better than 0.8 Ra (32 Cla)
800 parts
Tool life more consistent than DR-50


Cam rotor
Cincinnati Sabre Vertical machining Centre
EN36B (14NiCr14) (AISI 3415) Case hardened to 58/62 Hrc
Fly cutting (Milling)
0.175 mm (0.007”)
TNMN 160308T DE DR-50
100 m/min (330 ft/min) cutting without coolant
0.05 mm/rev (0.002”/rev)
Must be better than 0.8 Ra (32 Cla)
2 parts
Transmission Component
Mazak AJV Machining Centre
Case hardened EN36B
Boring Dowel holes in Flange face
0.1 mm
EPMW 040204T CE DR-450
100 m/min
0.04 mm/rev
Not important
180 holes - Dia. 8mm, 10 mm deep
Achieves Jig Grinding tolerances in boring cycle time


Takes longer to load part than to machine it, as opposed to 1 Days grinding &
there is no danger of surface abuse


APPLICATIONS
DR-75, 85, 95, 400, 650 & 900
DR-75, 85, 95, 400, 650 & 900, are high CBN content materials, diffusion bonded at the manufacturing stage to a tungsten carbide substrate. This substrate enables flexibility in tool fabrication,
making it possible to apply a high PCBN content material where the solid indexable format of DR-100 is not suitable.
DR-75, 85, 95 & 650 are high PCBN cutting grades and machine hardened steels with apparent ease because, using relatively high surface speeds, heat is generated at the point of cutting so that the PCBN
tool cuts locally softened material. The heat is carried away from the workpiece by the chip, which rapidly air-cools to provide a brittle and harmless swarf, and the CBN tool, which has a high thermal
conductivity. This leaves the component cool, with its hardness unaffected.
DR-75 will machine Cast Iron that is not fully Pearlitic. It is not so vulnerable to Adhesion of sticky Ferrite.
DR-85 works well machining Pearlitic Grey Cast Irons. Excellent tool life can be achieved especially in finish milling and boring. DR-85 also provides good tool life machining high
alloy Powder Metal components.
DR-95 works well machining Pearlitic Grey Cast irons but Excels machining heat treated, chilled and alloyed cast irons. It is also recommended for Cobalt Chrome and Nickel Chrome alloys
DR-650 contains TiN and has a larger CBN particle size. This is a tougher grade that still maintains the ability to achieve small depths of cut, whilst still achieving efficient machining.
It works well interrupted cutting.
DR-400 is a high CBN content material with very good toughness. It is used when nothing else will work due to unstable cutting conditions or severe interrupted cutting.
DR-900 is DR-100 with a Tungsten Carbide substrate. It is useful for making tools that can be used where the solid Cutting Tool Insert format of DR-100 is not applicable
Although these grades are tough, vibration or deflection will result in reduced tool life and poor quality components. While they have been used on some very antiquated machines with excellent results,
rigidity is essential for success. Tool holders should be as large as possible and in good condition. Coolant has little effect on the cutting mechanism since the heat generated in the shear zone is sufficient to
vaporise any coolant provided.
Coolant does, however, serve two major purposes:-
If a substantial amount of material is to be removed, and a number of passes will be required, or any heating of the component will make measuring the part difficult, coolant can be used to stabilize the
temperature of the workpiece. Coolant can be used to drive the swarf away from the shear zone where it might interfere with the cutting edge. Coolant should not be used for interrupted cutting any
hardened materials.
Grooving induction hardened Stub Axle
For rough and semi-finish turning, milling, grooving and boring of hardened
ferrous and certain softer ferrous materials:-
•
Martensitic cast irons - Ni-hard - High chrome Chilled and heat treated cast irons
•
Fully hardened cold-work tool steels
•
Bearing steels
•
High speed steels (continuous cutting only)
•
Martensitic stainless steels
•
Cobalt and nickel based hard facing alloys
•
Fully pearlitic grey cast iron
•
Cast Iron with a Ferrite Content
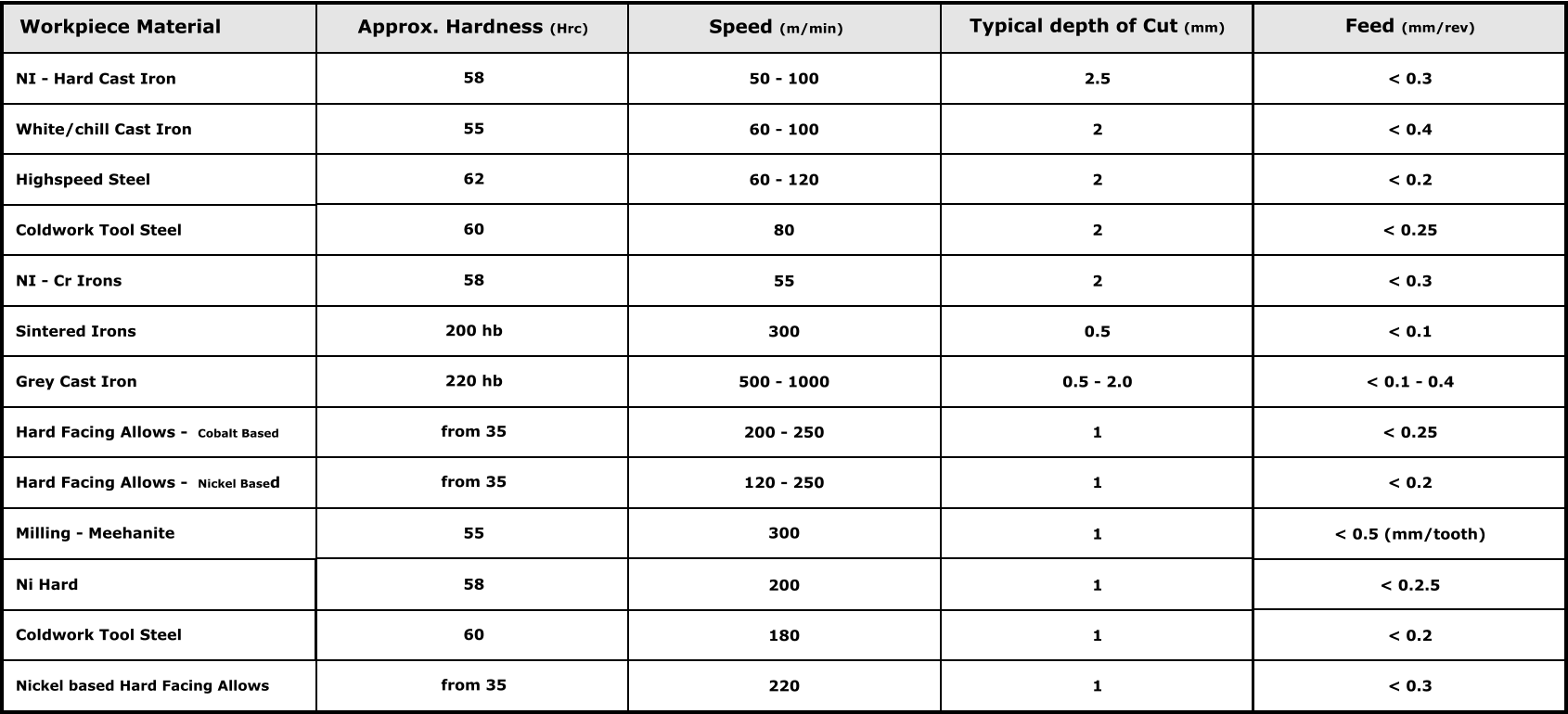
Typical Machining Parameters
Application Examples


WHEN NOT TO USE ‘CBN’





For rough and semi-finish turning, milling, grooving and boring of
hardened ferrous and certain softer ferrous materials:-
•
Martensitic cast irons - Ni-hard - High chrome
Chilled and heat treated cast irons
•
Fully hardened cold-work tool steels
•
Bearing steels
•
High speed steels (continuous cutting only)
•
Martensitic stainless steels
•
Cobalt and nickel based hard facing alloys
•
Fully pearlitic grey cast iron
DR-85/95/400 & 650 Applications
Grooving induction hardened Stub Axle
DR-75, 85, 95, 400, 650 & 900, are high CBN content materials, diffusion bonded at the manufacturing stage to a
tungsten carbide substrate. This substrate enables flexibility in tool fabrication,
making it possible to apply a high PCBN content material where the solid indexable format of DR-100 is not suitable.
DR-75, 85, 95 & 650 are high PCBN cutting grades and machine hardened steels with apparent ease because, using
relatively high surface speeds, heat is generated at the point of cutting so that the PCBN tool cuts locally softened
material. The heat is carried away from the workpiece by the chip, which rapidly air-cools to provide a brittle and
harmless swarf, and the CBN tool, which has a high thermal conductivity. This leaves the component cool, with its
hardness unaffected.
DR-75 will machine Cast Iron that is not fully Pearlitic. It is not so vulnerable to Adhesion of sticky Ferrite.
DR-85 works well machining Pearlitic Grey Cast Irons. Excellent tool life can be achieved especially in finish milling and
boring. DR-85 also provides good tool life machining high alloy Powder Metal components.
DR-95 works well machining Pearlitic Grey Cast irons but Excels machining heat treated, chilled and alloyed cast irons.
It is also recommended for Cobalt Chrome and Nickel Chrome alloys.
DR-650 contains TiN and has a larger CBN particle size. This is a tougher grade that still maintains the ability to achieve
small depths of cut, whilst still achieving efficient machining. It works well interrupted cutting.
DR-400 is a high CBN content material with very good toughness. It is used when nothing else will work due to
unstable cutting conditions or severe interrupted cutting.
DR-900 is DR-100 with a Tungsten Carbide substrate. It is useful for making tools that can be used where the solid
Cutting Tool Insert format of DR-100 is not applicable.
Although these grades are tough, vibration or deflection will result in reduced tool life and poor quality components.
While they have been used on some very antiquated machines with excellent results, rigidity is essential for success.
Tool holders should be as large as possible and in good condition. Coolant has little effect on the cutting mechanism
since the heat generated in the shear zone is sufficient to vaporise any coolant provided.
Coolant does, however, serve two major purposes:-
If a substantial amount of material is to be removed, and a number of passes will be required, or any heating of the
component will make measuring the part difficult, coolant can be used to stabilize the temperature of the workpiece.
Coolant can be used to drive the swarf away from the shear zone where it might interfere with the cutting edge.
Coolant should not be used for interrupted cutting any hardened materials.
Applying
Typical Machining Parameters
Application Examples















WHEN NOT TO USE ‘CBN’


For rough and semi-finish turning,milling,
grooving and boring of hardened ferrous
and certain softer ferrous materials:-
Grooving induction hardened Stub Axle
•
Martensitic cast irons - Ni-hard - High
chrome Chilled and heat treated cast irons
•
Fully hardened cold-work tool steels
•
Bearing steels
•
High speed steels (continuous cutting only)
•
Martensitic stainless steels
•
Cobalt and nickel based hard facing alloys
•
Fully pearlitic grey cast iron
DR-75, 85, 95, 400, 650 & 900, are high CBN content materials, diffusion bonded
at the manufacturing stage to a tungsten carbide substrate. This substrate enables
flexibility in tool fabrication,making it possible to apply a high PCBN content material
where the solid indexable format of DR-100 is not suitable.
DR-75, 85, 95 & 650 are high PCBN cutting grades and machine hardened steels
with apparent ease because, using relatively high surface speeds, heat is generated
at the point of cutting so that the PCBN tool cuts locally softened material. The heat
is carried away from the workpiece by the chip, which rapidly air-cools to provide a
brittle and harmless swarf, and the CBN tool, which has a high thermal conductivity.
This leaves the component cool, with its hardness unaffected.
DR-75 will machine Cast Iron that is not fully Pearlitic. It is not so vulnerable to
Adhesion of sticky Ferrite.
DR-85 works well machining Pearlitic Grey Cast Irons. Excellent tool life can be
achieved especially in finish milling and boring. DR-85 also provides good tool life
machining high alloy Powder Metal components.
DR-95 works well machining Pearlitic Grey Cast irons but Excels machining heat
treated, chilled and alloyed cast irons. It is also recommended for Cobalt Chrome and
Nickel Chrome alloys.
DR-650 contains TiN and has a larger CBN particle size. This is a tougher grade that
still maintains the ability to achieve small depths of cut, whilst still achieving efficient
machining. It works well interrupted cutting.
DR-400 is a high CBN content material with very good toughness. It is used when
nothing else will work due to unstable cutting conditions or severe interrupted
cutting.
DR-900 is DR-100 with a Tungsten Carbide substrate. It is useful for making tools
that can be used where the solid Cutting Tool Insert format of DR-100 is not
applicable.
Although these grades are tough, vibration or deflection will result in reduced tool life
and poor quality components. While they have been used on some very antiquated
machines with excellent results, rigidity is essential for success. Tool holders should
be as large as possible and in good condition. Coolant has little effect on the cutting
mechanism since the heat generated in the shear zone is sufficient to vaporise any
coolant provided.
Coolant does, however, serve two major purposes:-
If a substantial amount of material is to be removed, and a number of passes will be
required, or any heating of the component will make measuring the part difficult,
coolant can be used to stabilize the temperature of the workpiece. Coolant can be
used to drive the swarf away from the shear zone where it might interfere with the
cutting edge. Coolant should not be used for interrupted cutting
any hardened materials.
Applying
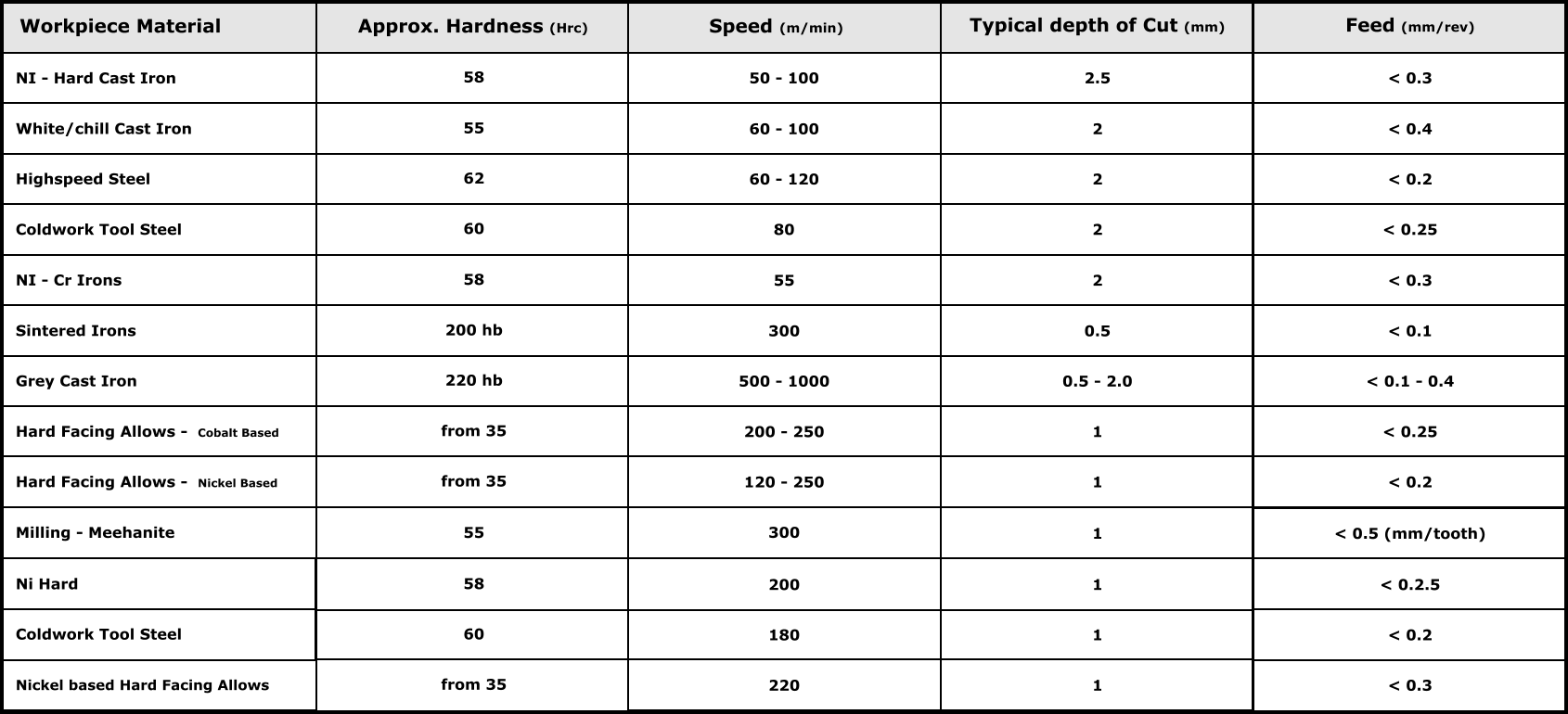
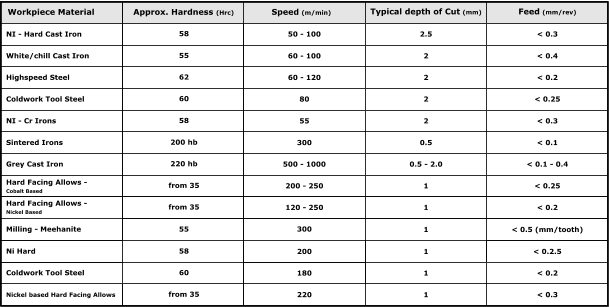
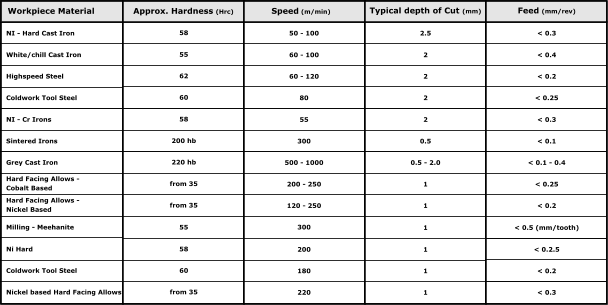
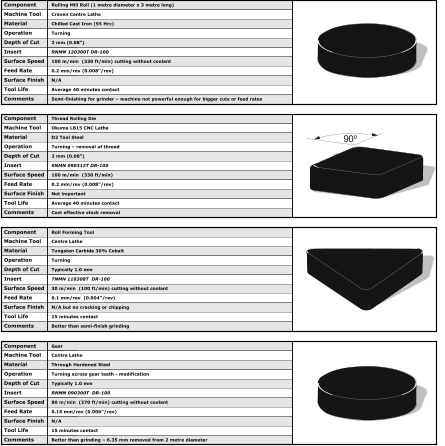
Workpiece Material
Speed (m/min)
NI - Hard Cast Iron
58
Typical depth of Cut (mm)
Feed (mm/rev)
Approximate Hardness (Hrc)
White/chill Cast Iron
Highspeed Steel
Coldwork Tool Steel
NI - Cr Irons
Sintered Irons
Grey Cast Iron
Hard Facing Allows - Cobalt Based
Hard Facing Allows - Nickel Based
Milling - Meehanite
Nickel based Hard
Facing Allows
50 - 100
2.5
< 0.3
55
60 - 100
2
< 0.4
62
60 - 120
2
< 0.2
60
80
2
< 0.25
58
55
2
< 0.3
200 hb
300
0.5
< 0.1
220 hb
500 - 1000
0.5 - 2.0
< 0.1 - 0.4
from 35
200 - 250
1
< 0.25
from 35
120 - 250
1
< 0.2
55
300
1
< 0.5 (mm/tooth)
58
1
< 0.2.5
60
180
1
< 0.2
from 35
220
1
< 0.3
Coldwork Tool Steel
Ni Hard
200
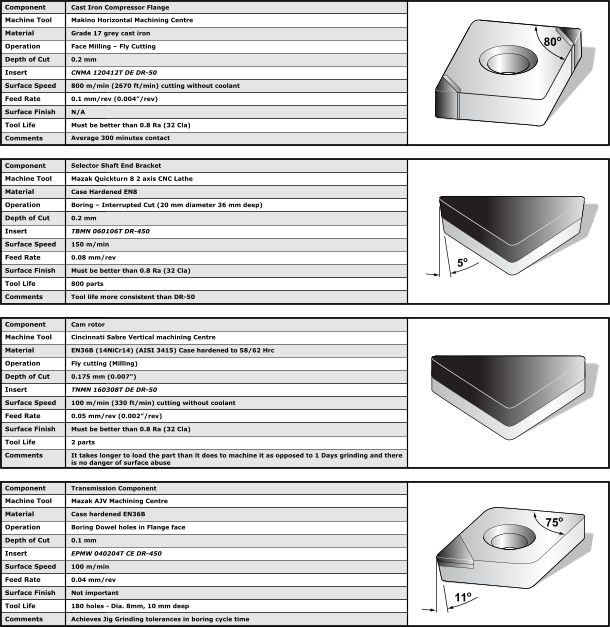
Application Examples
Cast Iron Compressor Flange
Makino Horizontal Machining Centre
Grade 17 grey cast iron
Face Milling – Fly Cutting
0.2 mm
CNMA 120412T DE DR-50
800 m/min (2670 ft/min) cutting without coolant
0.1 mm/rev (0.004”/rev)
N/A
Must be better than 0.8 Ra (32 Cla)
Average 300 minutes contact
Selector Shaft End Bracket
Mazak Quickturn 8 2 axis CNC Lathe
Case Hardened EN8
Boring – Interrupted Cut (20 mm diameter 36 mm deep)
0.2 mm
TBMN 060106T DR-450
150 m/min
0.08 mm/rev
Must be better than 0.8 Ra (32 Cla)
800 parts
Tool life more consistent than DR-50
Cam rotor
Cincinnati Sabre Vertical machining Centre
EN36B (14NiCr14) (AISI 3415) Case hardened to 58/62 Hrc
Fly cutting (Milling)
0.175 mm (0.007”)
TNMN 160308T DE DR-50
100 m/min (330 ft/min) cutting without coolant
0.05 mm/rev (0.002”/rev)
Must be better than 0.8 Ra (32 Cla)
2 parts
Transmission Component
Mazak AJV Machining Centre
Case hardened EN36B
Boring Dowel holes in Flange face
0.1 mm
EPMW 040204T CE DR-450
100 m/min
0.04 mm/rev
Not important
180 holes - Dia. 8mm, 10 mm deep
Achieves Jig Grinding tolerances in boring cycle time


Takes longer to load part than to machine it, as opposed to 1 Days grinding &
there is no danger of surface abuse
DR-85/95/400 & 650 Applications

Typical Machining Parameters
WHEN NOT TO USE ‘CBN’








DR-100 Applications
DR-100 has a high CBN content, 99%, and is supplied as solid I.S.O format indexable inserts for top clamp tool holders. PCBN cutting tools machine hardened steels with apparent ease
because, using relatively highsurface speeds, heat is generated at the point of cutting so the PCBN tool cuts locally softened material.
Using negative rake tool geometries to provide a strong edge, the heat is carried away from the work pieceby the chip, which rapidly air cools to provide a brittle and harmless swarf, and
the DR-100 insert, which has a very high thermal conductivity. This leaves the component cool, with its hardness unaffected.
Cutting forces are similar to those experienced by hard metal cutting tools machining soft steel. DR-100 should be used as a roughing or semi-finishing tool for hardened steel. Where a light depth of cut (less
than 0.50 mm) is required, a low CBN content material should be used. DR-100 machines fully Pearlitic cast iron, rough and finish, where the solid insert format allows. Although DR-100 is tough, vibration or
deflection will result in poor tool life.
Coolant can be used to; drive the swarf away from the shear zone where it might interfere with the cutting edge and; keep the temperature of the part stable.
When machining hardened materials, coolant must not be used where interrupted cutting occurs, as this will thermally shock the DR-100 insert as it comes out of cut, resulting in
catastrophic failure of the tool. Coolant can be used for interrupted cutting cast iron that has not been heat treated.
For stock removal of hard (45-68 Hrc) and certain softer ferrous materials:
•
Martensitic cast irons - Ni-hard - High Chrome irons Chilled cast irons
•
Fully hardened cold-work tool steels
•
Bearing steels
•
High speed steels
•
Martenstic stainless steels
•
Cobalt and nickel based hard facing alloys
•
Fully pearlitic grey cast iron
Machining chilled Iron Roll
Applying
Typical Machining Parameters
Application Examples
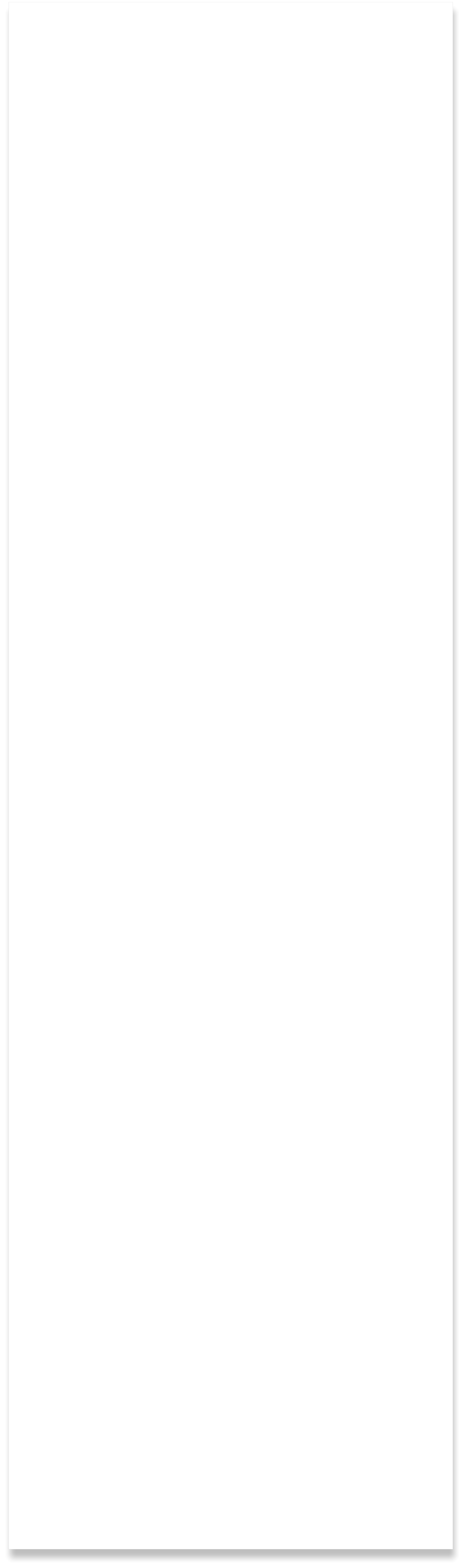
Component
Machine Tool
Material
Operation
Depth of Cut
Insert
Surface Speed
Feed Rate
Surface Finish
Tool Life
Comments
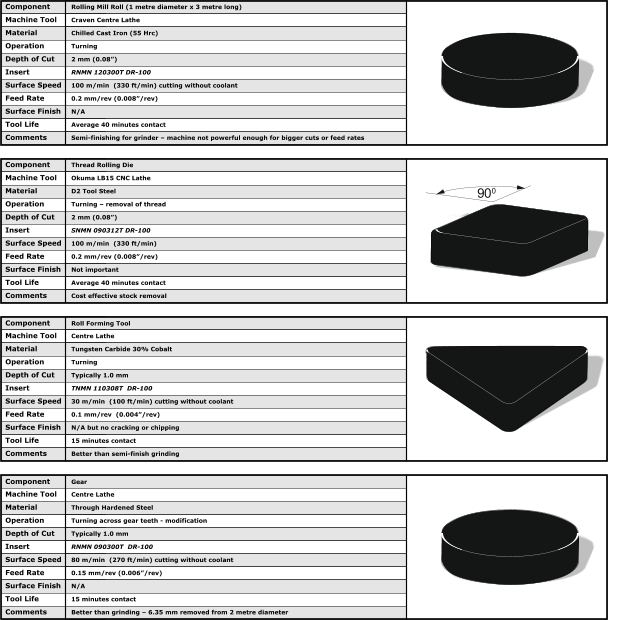
Rolling Mill Roll (1 metre diameter x 3 metre long)
Craven Centre Lathe
Chilled Cast Iron (55 Hrc)
Turning
2 mm (0.08”)
RNMN 120300T DR-100
100 m/min (330 ft/min) cutting without coolant
0.2 mm/rev (0.008”/rev)
N/A
Average 40 minutes contact
Semi-finishing for grinder – machine not powerful enough for bigger cuts or feed rates
Component
Machine Tool
Material
Operation
Depth of Cut
Insert
Surface Speed
Feed Rate
Surface Finish
Tool Life
Comments
Thread Rolling Die
Okuma LB15 CNC Lathe
D2 Tool Steel
Turning – removal of thread
2 mm (0.08”)
SNMN 090312T DR-100
100 m/min (330 ft/min)
0.2 mm/rev (0.008”/rev)
Not important
Average 40 minutes contact
Cost effective stock removal
Component
Machine Tool
Material
Operation
Depth of Cut
Insert
Surface Speed
Feed Rate
Surface Finish
Tool Life
Comments
Roll Forming Tool
Centre Lathe
Tungsten Carbide 30% Cobalt
Turning
Typically 1.0 mm
TNMN 110308T DR-100
30 m/min (100 ft/min) cutting without coolant
0.1 mm/rev (0.004”/rev)
N/A but no cracking or chipping
15 minutes contact
Better than semi-finish grinding
Component
Machine Tool
Material
Operation
Depth of Cut
Insert
Surface Speed
Feed Rate
Surface Finish
Tool Life
Comments
Gear
Centre Lathe
Through Hardened Steel
Turning across gear teeth - modification
Typically 1.0 mm
RNMN 090300T DR-100
80 m/min (270 ft/min) cutting without coolant
0.15 mm/rev (0.006”/rev)
N/A
15 minutes contact
Better than grinding – 6.35 mm removed from 2 metre diameter
WHEN NOT TO USE ‘CBN’









For stock removal of hard (45-68 Hrc) and certain softer ferrous materials:
•
Martensitic cast irons - Ni-hard - High Chrome irons Chilled cast irons
•
Fully hardened cold-work tool steels
•
Bearing steels
•
High speed steels
•
Martenstic stainless steels
•
Cobalt and nickel based hard facing alloys
•
Fully pearlitic grey cast iron
DR-100 Applications
Applying
DR-100 has a high CBN content, 99%, and is supplied as solid I.S.O format indexable inserts for top clamp
tool holders. PCBN cutting tools machine hardened steels with apparent ease because, using relatively
highsurface speeds, heat is generated at the point of cutting so the PCBN tool cuts locally softened
material.
Using negative rake tool geometries to provide a strong edge, the heat is carried away from the work
pieceby the chip, which rapidly air cools to provide a brittle and harmless swarf, and the DR-100 insert,
which has a very high thermal conductivity. This leaves the component cool, with its hardness unaffected.
Cutting forces are similar to those experienced by hard metal cutting tools machining soft steel. DR-100 should be used
as a roughing or semi-finishing tool for hardened steel. Where a light depth of cut (less than 0.50 mm) is required, a
low CBN content material should be used. DR-100 machines fully Pearlitic cast iron, rough and finish, where the solid
insert format allows. Although DR-100 is tough, vibration or deflection will result in poor tool life.
Coolant can be used to; drive the swarf away from the shear zone where it might interfere with the cutting edge and;
keep the temperature of the part stable.
When machining hardened materials, coolant must not be used where interrupted cutting occurs, as this
will thermally shock the DR-100 insert as it comes out of cut, resulting in catastrophic failure of the tool.
Coolant can be used for interrupted cutting cast iron that has not been heat treated.
Machining chilled Iron Roll
Typical Machining Parameters
Application Examples












WHEN NOT TO USE ‘CBN’

For stock removal of hard (45-68 Hrc) and certain
softer ferrous materials:
Rough Machining - DR-100
•
Martensitic cast irons - Ni-hard - High
Chrome irons Chilled cast irons
•
Fully hardened cold-work tool steels
•
Bearing steels
•
High speed steels
•
Martenstic stainless steels
•
Cobalt and nickel based hard facing alloys
•
Fully pearlitic grey cast iron
Machining chilled Iron Roll
DR-100 has a high CBN content, 99%, and is supplied as solid I.S.O format
indexable inserts for top clamp tool holders. PCBN cutting tools machine
hardened steels with apparent ease because, using relatively highsurface
speeds, heat is generated at the point of cutting so the PCBN tool cuts
locally softened material.
Using negative rake tool geometries to provide a strong edge, the heat is
carried away from the work pieceby the chip, which rapidly air cools to
provide a brittle and harmless swarf, and the DR-100 insert, which has a
very high thermal conductivity. This leaves the component cool, with
its hardness unaffected.
Cutting forces are similar to those experienced by hard metal cutting tools machining
soft steel. DR-100 should be used as a roughing or semi-finishing tool for hardened
steel. Where a light depth of cut (less than 0.50 mm) is required, a low CBN content
material should be used. DR-100 machines fully Pearlitic cast iron, rough and finish,
where the solid insert format allows. Although DR-100 is tough, vibration or
deflection will result in poor tool life.
Coolant can be used to; drive the swarf away from the shear zone where it might
interfere with the cutting edge and; keep the temperature of the part stable.
When machining hardened materials, coolant must not be used where
interrupted cutting occurs, as this will thermally shock the DR-100 insert as
it comes out of cut, resulting in catastrophic failure of the tool. Coolant can
be used for interrupted cutting cast iron that has not been heat treated.
Applying
Typical Machining Parameters




WHEN NOT TO USE ‘CBN’
Application Examples




What is Polycrystalline Diamond?
When compared to other cutting tool materials, there are three main reasons for using DR-PCD tools:-
•
Increased tool life results in reduced tool cost per component and less idle machine time.
•
Increasing cutting speed improves productivity through reduced cycle times.
•
Grinding and other less productive machining methods can be replaced by DR-PCD milling and turning.
David Richards generally offer 2 grades of PCD:-
•
DR-PCD is nominally 10-micron diamond particles in a homogeneous structure synthesised using a Cobalt catalyst. It produces good edge quality by grinding and
EDM techniques.
•
MM DR-PCD is a “Multimodal” material with a broader spectrum of particle sizes. This produces a denser material which is tougher and has better wear resistance.
However, inevitably, it is more difficult to grind and EDM, and MM tools are therefore more expensive.
Diamond is the hardest, most abrasive-resistant, material known to man. These properties make
diamond an ideal cutting tool. Within the crystal structure, however, fracture planes, used by the
jeweller to produce the gem diamond from the rough, can cause catastrophic breakage of the
tool edge, when subjected to impact.
DR-PCD tools incorporate Polycrystalline Diamond blanks, produced under conditions of high pressure, 1 million PSI,
and temperature, 1700 Degrees C, like those of natural diamond formation. Randomly orientated, carefully selected
synthetic diamond crystals are grown together on a hard metal substrate. This results in a material with the hardness,
abrasive resistance and high thermal conductivity of diamond with the toughness of hard metal.
Using the hard metal substrate the PCD blank is brazed to a carrier, either steel or hard metal and machined by
grinding or E.D.M to produce the cutting edge.
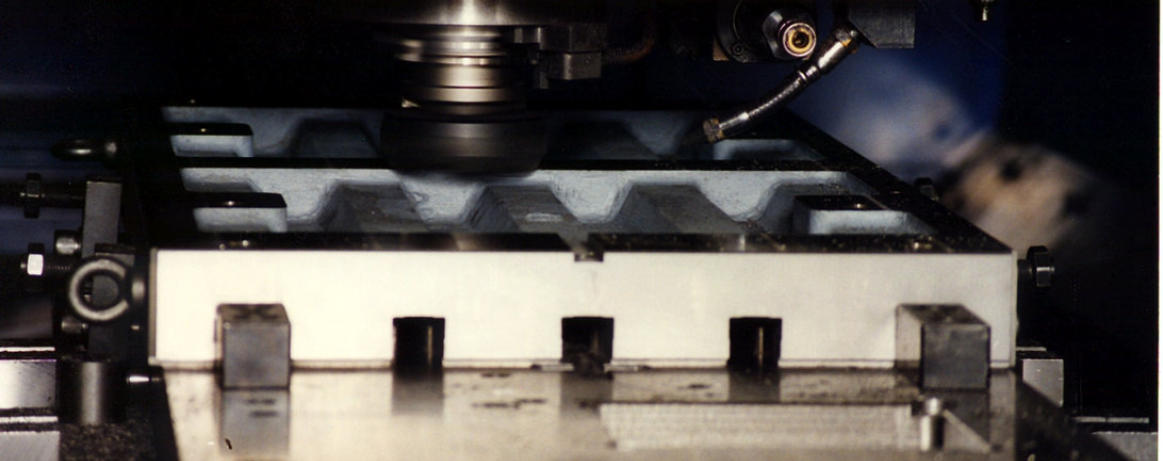
Machining MMC Brake Disc
Why Use it?
Applications
•
Machining Non Ferrous Metals and Alloys including Metal Matrix Composites.
•
Machining Plastics, Rubber, Fibre Reinforced Plastics and Composites.
•
Machining Chipboard, MDF and Natural Woods.
•
Wear Pads, Gauging Points and Probes.
Appyling
Applied correctly, DR-PCD can offer dramatic improvements in both efficiency and product quality, but the following points should be considered:-
If conventional tools fail prematurely due to breakage, DR-PCD tools are unlikely to fair any better. If excessive vibration, inclusions in component material, or similar problems cannot be avoided, then it may
be preferable to continue breaking relatively cheap conventional tools. However, the benefits offered by DR-PCD tools can often provide the incentive to overcome these problems. DR-PCD tools may give a
tool life improvement of 100 times, paying back any extra costs in improving the machinability of the material, improving the workholding or optimising the cutting tool geometries.
Although DR-PCD is both tough and extremely hard, the cutting edges can be extremely fragile. Care must be taken to avoid chipping the cutting edges.
It should be remembered that diamond and graphite are two forms of the same element, Carbon. When diamond is produced synthetically from graphite, a catalyst is used to reduce the reaction time to a
commercially acceptable level. Suitable catalysts are iron, nickel or cobalt. Unfortunately, these elements also catalyse the transformation of diamond into graphite. Diamond is not therefore generally effective
for machining ferrous, cobalt or nickel based materials.
Since the tool life of DR-PCD Tools is generally very long, most tools are made to order. However, David Richards carry an extensive stock of commonly used I.S.O. Inserts. David Richard
representatives have comprehensive experience of ultrahard cutting tool application and will be pleased to discuss your requirements.
Quotations for non-standard products will be provided on request. David Richards also offer a refurbishment service for DR-PCD tools with a rapid response to enable the users to
minimise their inventory.
David Richards achieved accreditation to I.S.O in 1992 and remain comitted to improving quality standards.
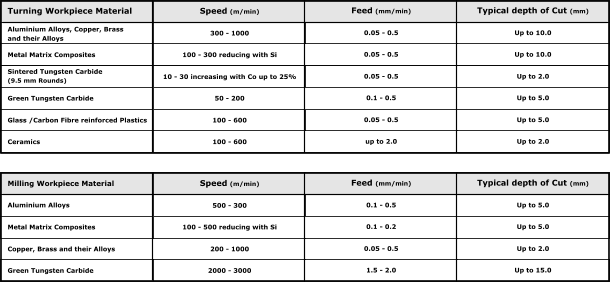
Typical Machining Parameters
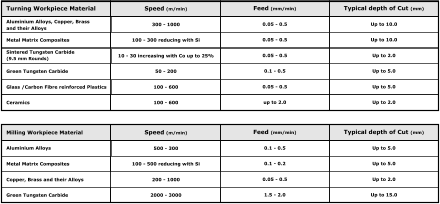
Turning Workpiece Material
Speed (m/min)
Feed (mm/min)
Typical depth of Cut (mm)
Aluminium Alloys, Copper, Brass
and their Alloys
300 - 1000
0.05 - 0.5
Up to 10.0
Metal Matrix Composites
100 - 300 reducing with Si
0.05 - 0.5
Up to 10.0
Sintered Tungsten Carbide
(9.5 mm Rounds)
10 - 30 increasing with Co up to 25%
0.05 - 0.5
Up to 2.0
Green Tungsten Carbide
50 - 200
0.1 - 0.5
Up to 5.0
Glass /Carbon Fibre reinforced Plastics
100 - 600
0.05 - 0.5
Up to 5.0
Ceramics
100 - 600
up to 2.0
Up to 2.0
Milling Workpiece Material
Speed (m/min)
Feed (mm/min)
Typical depth of Cut (mm)
Aluminium Alloys
500 - 300
0.1 - 0.5
Up to 5.0
Metal Matrix Composites
100 - 500 reducing with Si
0.1 - 0.2
Up to 5.0
Copper, Brass and their Alloys
200 - 1000
0.05 - 0.5
Up to 2.0
Green Tungsten Carbide
2000 - 3000
1.5 - 2.0
Up to 15.0
Supplied in many formats
For Engineering
•
DR-PCD tipped and ISO insert turning tools
•
DR-PCD Slot drills, end mills & milling cutter heads
•
DR-PCD tipped and ISO insert boring tools
•
DR-PCD drills and counterbore cutters
•
DR-PCD grooving and threading tools
•
DR-PCD form tools (milling and turning)
•
DR-PCD wear parts, probes and gauging points
Application Examples
Component
Machine Tool
Material
Operation
Depth of Cut
Insert
Surface Speed
Feed Rate
Surface Finish
Tool Life
Comments
Gear Box Casing
Toyoda Machining Centre
13% Silicon Aluminium
Face Milling
Typically 1.0 mm
SPKW 120404F EDR DR-PCD
800 m/min (2650 ft/min)
0.1 mm/rev/ tooth (0.004”/rev/ tooth)
0.8 micron Ra
6 months and still cutting
Axially adjustable cutter required to give best results
Component
Machine Tool
Material
Operation
Depth of Cut
Insert
Surface Speed
Feed Rate
Surface Finish
Tool Life
Comments
Door Handle
Hardinge Conquest SP T42 CNC Lathe
Hard Brass
Profiling
Typically 0.25 mm (0.01”)
VCMW 160404F DR-PCD
300 m/min (1000 ft/min)
0.05 mm/rev (0.002”/rev)
0.4 micron Ra
Thousands of components
Cosmetically superior finish
Component
Machine Tool
Material
Operation
Depth of Cut
Insert
Surface Speed
Feed Rate
Surface Finish
Tool Life
Comments
Surface Plate
Centre Lathe
Granite
Facing
Typically 0.5 mm (0.02”)
RNMN 090300F DR-PCD
60 m/min (200 ft/min)
0.1 mm/rev (0.004”/rev)
N/A
15 minutes contact
Good enough to go to lapping
Component
Machine Tool
Material
Operation
Depth of Cut
Insert
Surface Speed
Feed Rate
Surface Finish
Tool Life
Comments
Body Scanner ring
DSG Centre Lathe
Glass Reinforced Plastic
Turning
Typically 1.5 mm (0.06”)
CNMA 120408F DR-PCD
200 m/min (660 ft/min)
0.2 mm/rev (0.008”/rev)
N/A
35 minutes contact
Extremely abrasive material – 25% glass

WHEN NOT TO USE PCD

For Working Industries
•
DR-PCD router cutters
•
DR-PCD cutter blocks
•
DR-PCD saws (panel and grooving)
•
DR-PCD panel raising cutters














What is it?
Diamond is the hardest, most abrasive-resistant, material known to man.
These properties make diamond an ideal cutting tool. Within the crystal
structure, however, fracture planes, used by thejeweller to produce the
gem diamond from the rough, can cause catastrophic breakage of the
tool edge, when subjected to impact.
DR-PCD tools incorporate Polycrystalline Diamond blanks, produced under
conditions of high pressure, 1 million PSI and temperature of 1700 Degrees C,
like those of natural diamond formation. Randomly orientated, carefully selected
synthetic diamond crystals are grown together on a hard metal substrate. This
results in a material with the hardness, abrasive resistance and high thermal
conductivity of diamond with the toughness of hard metal.
Using the hard metal substrate the PCD blank is brazed to a carrier, either steel or hard metal and machined by
grinding or E.D.M to produce the cutting edge.
Machining MMC Brake Disc
Why Use it?
Applied correctly, DR-PCD can offer dramatic improvements in both efficiency and product quality, but the
following points should be considered:-
If conventional tools fail prematurely due to breakage, DR-PCD tools are unlikely to fair any better. If excessive
vibration, inclusions in component material, or similar problems cannot be avoided, then it may be preferable to
continue breaking relatively cheap conventional tools. However, the benefits offered by DR-PCD tools can often provide
the incentive to overcome these problems. DR-PCD tools may give a tool life improvement of 100 times, paying back
any extra costs in improving the machinability of the material, improving the workholding or optimising the cutting tool
geometries.
Although DR-PCD is both tough and extremely hard, the cutting edges can be extremely fragile. Care must
be taken to avoid chipping the cutting edges.
It should be remembered that diamond and graphite are two forms of the same element, Carbon. When diamond is
produced synthetically from graphite, a catalyst is used to reduce the reaction time to a commercially acceptable level.
Suitable catalysts are iron, nickel or cobalt. Unfortunately, these elements also catalyse the transformation of diamond
into graphite. Diamond is not therefore generally effective for machining ferrous, cobalt or nickel based materials.
Since the tool life of DR-PCD Tools is generally very long, most tools are made to order. However, David
Richards carry an extensive stock of commonly used I.S.O. Inserts. David Richard representatives have
comprehensive experience of ultrahard cutting tool application and will be pleased to discuss your
requirements.
Quotations for non-standard products will be provided on request. David Richards also offer a
refurbishment service for DR-PCD tools with a rapid response to enable the users to minimise their
inventory.
David Richards achieved accreditation to I.S.O in 1992 and remain comitted to improving quality standards.
Applications
Applying
Typical Machining Parameters
WHEN NOT TO USE ‘PCD’
Supplied in many formats
For Engineering
•
DR-PCD tipped and ISO insert turning tools
•
DR-PCD Slot drills, end mills & milling cutter heads
•
DR-PCD tipped and ISO insert boring tools
•
DR-PCD drills and counterbore cutters
•
DR-PCD grooving and threading tools
•
DR-PCD form tools (milling and turning)
•
DR-PCD wear parts, probes and gauging points
For Working Industries
•
DR-PCD router cutters
•
DR-PCD cutter blocks
•
DR-PCD saws (panel and grooving)
•
DR-PCD panel raising cutters


Application Examples












When compared to other cutting tool materials, there are three main reasons for using DR-PCD tools:-
•
Increased tool life results in reduced tool cost per component and less idle machine time.
•
Increasing cutting speed improves productivity through reduced cycle times.
•
Grinding and other less productive machining methods can be replaced by DR-PCD
milling and turning.
David Richards generally offer 2 grades of PCD:-
•
DR-PCD is nominally 10-micron diamond particles in a homogeneous structure synthesised using a
Cobalt catalyst. It produces good edge quality by grinding and EDM techniques.
•
MM DR-PCD is a “Multimodal” material with a broader spectrum of particle sizes. This produces a
denser material which is tougher and has better wear resistance. However, inevitably, it is more
difficult to grind and EDM, and MM tools are therefore more expensive.
•
Machining Non Ferrous Metals and Alloys including Metal Matrix Composites.
•
Machining Plastics, Rubber, Fibre Reinforced Plastics and Composites.
•
Machining Chipboard, MDF and Natural Woods.
•
Wear Pads, Gauging Points and Probes.

What Is It?
Machining MMC Brake Disc

Diamond is the hardest, most abrasive resistant,
material known to man. These properties make
diamond an ideal cutting tool. Within the crystal
structure, however, fracture planes, used by the
jeweller to produce the gem diamond from the
rough, can cause catastrophic breakage of the
tool edge, when subjected to impact.
DR-PCD tools incorporate Polycrystalline Diamond
blanks, produced under conditions of high pressure,
1 million PSI and temperature of 1700 Degrees C, like
those of natural diamond formation. Randomly
orientated, carefully selected synthetic diamond
crystals are grown together on a hard metal
substrate.
This results in a material with the hardness, abrasive resistance and high thermal
conductivity of diamond with the toughness of hard metal.
Using the hard metal substrate the PCD blank is brazed to a carrier, either steel or hard
metal and machined by grinding or E.D.M to produce the cutting edge.
Why Use it?
Applied correctly, DR-PCD can offer dramatic improvements in both efficiency
and product quality, but the following points should be considered:-
If conventional tools fail prematurely due to breakage, DR-PCD tools are unlikely to
fair any better. If excessive vibration, inclusions in component material, or similar
problems cannot be avoided, then it may be preferable to continue breaking relatively
cheap conventional tools. However, the benefits offered by DR-PCD tools can often
provide the incentive to overcome these problems. DR-PCD tools may give a tool life
improvement of 100 times, paying back any extra costs in improving the machinability
of the material, improving the workholding or optimising the cutting tool geometries.
Although DR-PCD is both tough and extremely hard, the cutting edges can be
extremely fragile. Care must be taken to avoid chipping the cutting edges.
It should be remembered that diamond and graphite are two forms of the same
element, Carbon. When diamond is produced synthetically from graphite, a catalyst is
used to reduce the reaction time to a commercially acceptable level. Suitable catalysts
are iron, nickel or cobalt. Unfortunately, these elements also catalyse the
transformation of diamond into graphite. Diamond is not therefore generally effective
for machining ferrous, cobalt or nickel based materials.
Since the tool life of DR-PCD Tools is generally very long, most tools are made
to order. However, David Richards carry an extensive stock of commonly used
I.S.O. Inserts. David Richard representatives have comprehensive experience
of ultrahard cutting tool application and will be pleased to discuss your
requirements.
Quotations for non-standard products will be provided on request. David
Richards also offer a refurbishment service for DR-PCD tools with a rapid
response to enable the users to minimise their inventory.
David Richards achieved accreditation to I.S.O in 1992 and remain comitted
to improving quality standards.
Applications
When compared to other cutting tool materials, there are three main reasons for
using DR-PCD tools:-
•
Increased tool life results in reduced tool cost per component and
less idle machine time.
•
Increasing cutting speed improves productivity through
reduced cycle times.
•
Grinding and other less productive machining methods can be replaced
by DR-PCD milling and turning.
David Richards generally offer 2 grades of PCD:-
•
DR-PCD is nominally 10-micron diamond particles in a homogeneous
structure synthesised using a Cobalt catalyst. It produces good edge
quality by grinding and EDM techniques.
•
MM DR-PCD is a “Multimodal” material with a broader spectrum of
particle sizes. This produces a denser material which is tougher and
has better wear resistance.
However, inevitably, it is more difficult to grind and EDM, and MM tools
are therefore more expensive.
•
Machining Non Ferrous Metals and Alloys including Metal
Matrix Composites.
•
Machining Plastics, Rubber, Fibre Reinforced Plastics and Composites.
•
Machining Chipboard, MDF and Natural Woods.
•
Wear Pads, Gauging Points and Probes.
Applying
Typical Machining Parameters
Supplied in many formats
For Engineering
•
DR-PCD tipped and ISO insert turning tools
•
DR-PCD Slot drills, end mills & milling cutter heads
•
DR-PCD tipped and ISO insert boring tools
•
DR-PCD drills and counterbore cutters
•
DR-PCD grooving and threading tools
•
DR-PCD form tools (milling and turning)
•
DR-PCD wear parts, probes and gauging points
For Working Industries
•
DR-PCD router cutters
•
DR-PCD cutter blocks
•
DR-PCD saws (panel and grooving)
•
DR-PCD panel raising cutters





WHEN NOT TO USE ‘PCD’
Application Examples


Machining Cast Iron
PCBN can provide a cost effective and highly productive alternative to hard metal or ceramic cutting tools for the machining of cast irons.
In general terms, the following factors should be considered when applying PCBN to an ironcomponent. Cast iron is not generally very hard
(less than HRc.30) but tends to be abrasive. PCBN is therefore employed because of its abrasive resistance. Unless the iron has been chilled or
deliberately heat treated, the cutting action will be such that the PCBN will not be required to anneal the material being cut in the shear zone.
Grey cast irons are often fully pearlitic in structure - Grade 14 & 17 are common.
In this case, the best results are gained using DR-100, 95 or 85 at surface speeds above 400 m/min. If the machine tool or component limit the speed
available to less than 400 m/min, DR-50 becomes more cost effective. Tool life and component quality improvements are often dramatic and more than
justify the increased cost of the PCBN tools. If the grey cast iron is not fully pearlitic and more free ferrite is present within the structure, the
machinability of the iron becomes more difficult to predict. As the level of “soft and sticky” ferrite increases, the DR-100, 95 or 85 tool is more
likely to suffer adhesion or “pick up” which will alter the cutting action, resulting in premature wear of the tool. DR-75 is less prone to adhesion and
can offer a cost effective option.
DR-75 becomes more likely to provide good results as the level of free ferrite increases and a short trial will soon determine
the most suitable PCBN material.
Fully ferritic grey cast irons are not generally cost effective PCBN applications. S.G. irons are usually soft (less than HRc.30 ) and fully ferritic. PCBN is therefore not often as efficient as other
cutting tool materials.
There has, however, been a tendency to produce S.G. irons (nodular irons) with a pearlitic structure. This has resulted in some nominally S.G. irons machining surprisingly well with
PCBN, DR-50 tending to be more successful.
Low alloy irons commonly used in the automotive industry can be machined with PCBN, but the performance is again dependant on the level of free ferrite in the structure.
Hardened irons, either heat treated or alloyed and heat treated, are machined in the same manner as hardened steels and are therefore more predictable.
Cutting speeds recommended are lower - less than 200 m/min.
It must be remembered that cast iron of a given specification produced by a foundry on one day may have a different machinabilty to that produced the next day.
Once the benefits of machining with PCBN have been determined, it may be considered worthwhile ensuring that castings supplied to the machine shop have a suitable
microstructure to guarantee consistent PCBN tool performance.
If the structure or grade of cast iron is unknown, a simple trial will soon determine the suitability of PCBN as a cutting tool.
Finish Boring Grade 17 Cast Iron Cheek Plates



Flycutting Machining Centre Tables



PCBN can provide a cost effective and highly productive alternative to hard
metal or ceramic cutting tools for the machining of cast irons.
In general terms, the following factors should be considered when applying PCBN to
an ironcomponent. Cast iron is not generally very hard (less than HRc.30) but tends
to be abrasive. PCBN is therefore employed because of its abrasive resistance.
Unless the iron has been chilled or deliberately heat treated, the cutting action will
be such that the PCBN will not be required to anneal the material being cut in
the shear zone.
Grey cast irons are often fully pearlitic in structure -
Grade 14 & 17 are common.
In this case, the best results are gained using DR-100, 95 or 85 at surface speeds above 400 m/min. If the machine tool
or component limit the speed available to less than 400 m/min, DR-50 becomes more cost effective. Tool life and
component quality improvements are often dramatic and more than justify the increased cost of the PCBN tools.
If the grey cast iron is not fully pearlitic and more free ferrite is present within the structure, the machinability of the iron
becomes more difficult to predict. As the level of “soft and sticky” ferrite increases, the DR-100, 95 or 85 tool is more
likely to suffer adhesion or “pick up” which will alter the cutting action, resulting in premature wear of the tool.
DR-75 is less prone to adhesion and can offer a cost effective option.
DR-75 becomes more likely to provide good results as the level of free ferrite increases and a short trial will
soon determine the most suitable PCBN material.
Fully ferritic grey cast irons are not generally cost effective PCBN applications. S.G. irons are usually soft (less than
HRc.30 ) and fully ferritic. PCBN is therefore not often as efficient as other cutting tool materials.
There has, however, been a tendency to produce S.G. irons (nodular irons) with a pearlitic structure. This has
resulted in some nominally S.G. irons machining surprisingly well with PCBN, DR-50 tending
to be more successful.
Low alloy irons commonly used in the automotive industry can be machined with PCBN, but the
performance is again dependant on the level of free ferrite in the structure.
Hardened irons, either heat treated or alloyed and heat treated, are machined in the same manner as hardened steels
and are therefore more predictable.
Cutting speeds recommended are lower - less than 200 m/min.
It must be remembered that cast iron of a given
specification produced by a foundry on one day may
have a different machinabilty to that produced the
next day.
Once the benefits of machining with PCBN have
been determined, it may be considered
worthwhile ensuring that castings supplied to
the machine shop have a suitable microstructure
to guarantee consistent PCBN tool performance.
If the structure or grade of cast iron is unknown,
a simple trial will soon determine the suitability
of PCBN as a cutting tool.
Machining Cast Iron

Finish Boring Grade 17 Cast Iron Cheek Plates
Flycutting Machining Centre Tables









PCBN can provide a cost effective and highly
productive alternative to hard metal or
ceramic cutting tools for the machining of
cast irons.
In general terms, the following factors should be
considered when applying PCBN to an
ironcomponent.
Cast iron is not generally very hard (less than
HRc.30) but tends to be abrasive. PCBN is
therefore employed because of its abrasive
resistance.

Finish Boring Grade 17 Cast Iron Cheek Plates
Unless the iron has been chilled or deliberately heat treated, the cutting action will be
such that the PCBN will not be required to anneal the material being cut in
the shear zone.
Grey cast irons are often fully pearlitic in structure - Grade 14 & 17 are
common.
In this case, the best results are gained using DR-100, 95 or 85 at surface speeds
above 400 m/min. If the machine tool or component limit the speed available to less
than 400 m/min, DR-50 becomes more cost effective. Tool life and component quality
improvements are often dramatic and more than justify the increased cost of the
PCBN tools.
If the grey cast iron is not fully pearlitic and more free ferrite is present within the
structure, the machinability of the iron becomes more difficult to predict. As the level
of “soft and sticky” ferrite increases, the DR-100, 95 or 85 tool is more likely to
suffer adhesion or “pick up” which will alter the cutting action, resulting in premature
wear of the tool.
DR-75 is less prone to adhesion and can offer a cost effective option.
DR-75 becomes more likely to provide good results as the level of free ferrite
increases and a short trial will soon determine the most suitable PCBN
material.
Fully ferritic grey cast irons are not generally cost effective PCBN applications.
S.G. irons are usually soft (less than HRc.30 ) and fully ferritic. PCBN is
therefore not often as efficient as other cutting tool materials.
There has, however, been a tendency to produce S.G. irons (nodular irons)
with a pearlitic structure. This has resulted in some nominally S.G. irons
machining surprisingly well with PCBN, DR-50 tending
to be more successful.
Low alloy irons commonly used in the automotive industry can be machined
with PCBN, but the
performance is again dependant on the level of free ferrite in the structure.
Hardened irons, either heat treated or alloyed and heat treated, are machined in the
same manner as hardened steels and are therefore more predictable.
Cutting speeds recommended are lower - less than 200 m/min.
It must be remembered that cast iron of a given specification produced by a
foundry on one day may have a different machinabilty to that produced the
next day.
Once the benefits of machining with PCBN have been determined, it may be
considered worthwhile ensuring that castings supplied to the machine shop
have a suitable microstructure to guarantee consistent PCBN
tool performance.
If the structure or grade of cast iron is unknown, a simple trial will soon
determine the suitability of PCBN as a cutting tool.
Flycutting Machining Centre Tables





Standard Product Range






The Quality System of David Richards Engineering Ltd. is approved to BS EN ISO 9001:2000 by Bureau Veritas Quality
International and our scope of supply is:-
Design, Application Engineering, Manufacturing and supply of Ultrahard PCBN and/or PCD cutting tool inserts, tools, associated
tooling and tooling /manufacturing aids.
Since 1989 David Richards have developed a reputation for providing production engineering solutions to a
diversity of problems. Using the latest CNC grinding and spark erosion techniques, a wide range of standard PCBN
and PCD tools are manufactured to stock.
Where standard products are not ideal or cost effective, special tools, tool holders, and cutting tool inserts are
manufactured to suit the application and supplied as soon as possible.
Our customer base includes companies from all sections of manufacturing industry including, automotive, aerospace, machine
tool, press and mould tool, and woodworking.
Over many years of operation we have been involved in many new and challenging projects. To gain the benefit of
our experience, contact the experts at David Richards.
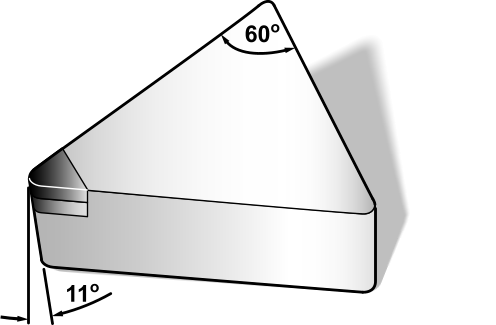
Quality Assurance



The Quality System of David Richards Engineering Ltd. is approved to BS EN ISO 9001:2000 by Bureau
Veritas Quality International and our scope of supply is:-
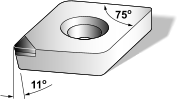
Standard Insert Product Range
Design, Application Engineering, Manufacturing and supply of Ultrahard PCBN and/or PCD cutting tool inserts,
tools, associated tooling and tooling /manufacturing aids.
Since 1989 David Richards have developed a reputation for providing production engineering
solutions to a diversity of problems. Using the latest CNC grinding and spark erosion techniques, a
wide range of standard PCBN and PCD tools are manufactured to stock.
Where standard products are not ideal or cost effective, special tools, tool holders, and cutting tool
inserts are manufactured to suit the application and supplied as soon as possible.
Our customer base includes companies from all sections of manufacturing industry including, automotive,
aerospace, machine tool, press and mould tool, and woodworking.
Over many years of operation we have been involved in many new and challenging projects.
To gain the benefit of our experience, contact the experts at David Richards

















Design, Application Engineering, Manufacturing and supply of Ultrahard PCBN
and/or PCD cutting tool inserts, tools, associated tooling and tooling
/manufacturing aids.
Since 1989 David Richards have developed a reputation for providing
production engineering solutions to a diversity of problems. Using the
latest CNC grinding and spark erosion techniques, a wide range of
standard PCBN and PCD tools are manufactured to stock.
Where standard products are not ideal or cost effective, special tools,
tool holders, and cutting tool inserts are manufactured to suit the
application and supplied as soon as possible.
Our customer base includes companies from all sections of manufacturing
industry including, automotive, aerospace, machine tool, press and mould tool,
and woodworking.
Over many years of operation we have been involved in many new and
challenging projects.
To gain the benefit of our experience, contact the experts at David
Richards
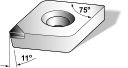
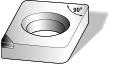











Grooving Hardened Steel
During heat treatment, many features of machined components suffer distortion. If the position or dimensions of a groove are critical to the
performance of a hardened component, David Richards can offer a simple solution to this problem - ‘Hard Grooving’. Based on the Top Notch
system, David Richards supply grooving tools in a wide range of sizes from 0.5 mm width upwards. David Richards supply tools for circlip
and ‘O’ ring grooves with controlled corners or full radii, either full form for plunging or undersize for profiling.
Using such surface speeds typical for turning, grooves are machined at low feed rates (0.01/0.05 mm/rev). The low feed rate ensures that
the swarf is very weak and brittle, decreasing the likelihood of it breaking the tool. Where there are no interruptions to the cutting path, coolant
should be used to aid evacuation of the swarf and ensure that the component remains at a stable temperature for ease of measuring. If the
cutting path is interrupted, an air blast will serve the same purpose without the risk of thermally shocking the PCBN tool.
If practical, it is better to finish a groove that has been pre-formed at the soft stage. This ensures uniform hardness around the
groove and maintains the structural integrity of the component. However, if it is acceptable, satisfactory results are achieved
grooving through a hardened layer into the core material.
Successful applications include grooving case hardened (58/63 HRc) splined shafts and gear teeth, internal circlip grooving hardened EN31
(58/60 HRc) bearing components, and producing profiles in the face of D2 tools steel tools using Full radii face grooving tools.
All operations that would be time consuming and difficult to grind.
Whilst the Top Notch system offers an ideal base for most grooving tools, other systems have been employed with excellent results.
It naturally follows that, since David Richards can produce tools for ‘Hard Grooving’ full and partial form threading tools, both external and internal,
are available for ‘Hard Threading’. Where the pitch of the thread is large, or the diameter of the component is small, it must be remembered that
the feed rate required, at the required surface speed for ‘Hard Turning’ will be relatively fast. But, producing a 90 mm diameter internal stub
Acme thread 150 mm deep, with a 6 mm pitch in 58 HRc Ni-Hard iron, at 120 m/min from blank bore, though somewhat exciting,
proved a major cost saver.
David Richards have wide experience in the application of these tools and will be delighted to discuss specific examples on request.


Small Bores in Hardened Steel
C
o
rner r
ad
ius R - 0.
2 -
0.
4 mm d
ep
end
ing
o
n b
o
re d
ep
th /b
o
re leng
th r
atio
, unless otherwise specified.
All to
o
ls
are tip
p
ed
with g
r
ad
e DR
-
50, unless otherwise specified.

Shank Diameter
Ø mm
Minimum Bore
Diameter Ø mm
Maximum Bore
Length L mm
David Richards
Part Number
8
8
24
C8B (8 x 24)
8
8
16
C8B (8 x 16)
8
8
8
C8B (8 x 8)
6
7
21
C6B (7 x 21)
6
6
18
C6B (6 x 18)
6
6
6
C6B (6 x 6)
6
5
15
C6B (5 x 15)
6
5
5
C6B (5 x 5)
6
4
12
C6B (4 x 12)
6
4
4
C6B (4 x 4)
6
3
9
C6B (3 x 9)
6
3
3
C6B (3 x 3)
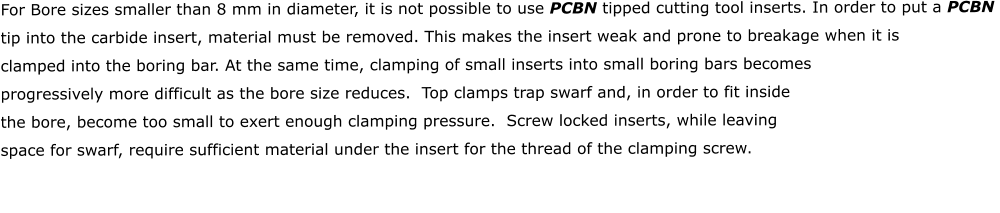
These problems are overcome by using brazed tools. The PCBN tip is brazed directly to a tungsten
carbide shank providing a rigid boring tool capable of remarkable surface finishes and
providing a highly productive alternative to internal grinding.
David Richards provide boring tools, supplied from stock in a range of standard sizes.
Boring - Hardened Steel












L
2





Internal Grinding is time consuming and expensive. For small bores David Richards provide a simple solution - Hard Boring. For bores down to
10 mm David Richards provide cost effective triangular cutting tool inserts with 3 PCBN edges in grades DR-50/450 and a range of boring bar tool
holders to suit - steel shank boring bars for bore depths up to 2 times shank diameter and heavy metal for bore depths up to 4 times shank diameter.
For ‘Back Boring’,stepped bores and other applications which do not accommodate the standard products, David Richards manufacture tool holders
to suit.
If distortion and size variation as a result of heat treatment places unreasonable constraints on ‘Soft Stage’ machining, ‘Hard Boring’ will provide a
cost effective, scrap reducing alternative.
Turn a lathe into a universal grinding machine and a machining centre into a jig grinder. Combine internal and external grinding
operations - even grooving - and replace grinding minutes with ‘Hard Turning’ seconds.
Boring Bar Tool Holders


Product
Ø d mm
Ø D mm
L1 mm
L2 mm
S & C
08K CTLBR / 06
8
10
125
12
S & C
10K CTLBR / 06
10
12
125
12
S & C
12K CTLBR / 06
12
14
125
12
S & C
16R CTLBR / 06 or 09
16
19
200
16.5
S & C
20R CTLBR / 06 or 09
20
23
200
16.5
Designation
S - Steel Shank
C - Tungsten Carbide Shank
Cuting Tool Inserts


Designation
D mm
S mm
r mm
TBMN 060102
3.97
1.6
0.2
TBMN 060104
3.97
1.6
0.4
TBMN 060106
3.97
1.6
0.6
TBMN 090204
5.56
2.38
0.4
TBMN 090206
5.56
2.38
0.6
TBMN 090208
5.56
2.38
0.8







r






Typical Example Right
Hand Shown



D
W
r
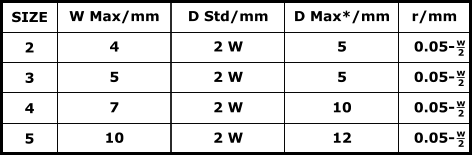
*D.Max will require modification of standard tool holder Size 2 used for for onternal grooving
only. Size 3 prefered for external use.
Typical order example - NB 3RW 3R04 5522T DR-50
NB = Top Notch: 3 = Size: R = Right Hand: W = 3-3mm wide tool: R04 = 0.4mm Corner Radii:
5522T = Standard Geometry: DR-50 = Grade of CBN

Specials can be designated by shank size and require Bore Ø x Bore Depth.
ie. C6B (4 x 14) DR-50 will be 6mm Ø shank Boring 4mm Ø x 14mm deep in Grade DR-50.










R



L








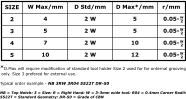
Grooving Hardened Steel
During heat treatment, many features of machined components suffer distortion.
If the position or dimensions of a groove are critical to the performance of a
hardened component, David Richards can offer a simple solution to this problem
- ‘Hard Grooving’.
Based on the Top Notch system, David Richards supply grooving tools in a
wide range of sizes from 0.5 mm width upwards. David Richards supply tools
for circlip and ‘O’ ring grooves with controlled corners or full radii, either full
form for plunging or undersize for profiling.
Using such surface speeds typical for turning, grooves are machined at low feed
rates (0.01/0.05 mm/rev). The low feed rate ensures that the swarf is very weak
and brittle, decreasing the likelihood of it breaking the tool. Where there are no
interruptions to the cutting path, coolant should be used to aid evacuation of the
swarf and ensure that the component remains at a stable temperature for ease of
measuring. If the cutting path is interrupted, an air blast will serve the same
purpose without the risk of thermally shocking the PCBN tool.
If practical, it is better to finish a groove that has been pre-formed at the
soft stage. This ensures uniform hardness around thegroove and
maintains the structural integrity of the component. However, if it is
acceptable, satisfactory results are achieved grooving through a
hardened layer into the core material.
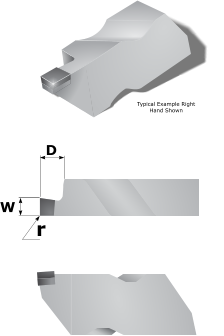
Small Bores - Hardened Steel
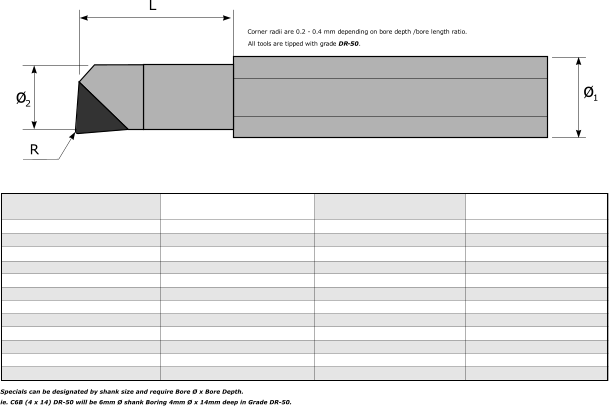
Shank Diameter
Ø mm
Minimum Bore
Diameter Ø mm
Minimum Bore
Length L mm
David Richards
Part Number
8
24
8
C8B (8 x 24)
8
16
8
C8B (8 x 24)
8
21
7
C8B (8 x 24)
8
14
7
C8B (8 x 24)
6
18
6
C6B (6 x 18)
6
12
6
C6B (6 x 12)
6
15
5
C6B (5 x 15)
6
10
5
C6B (5 x 10)
6
12
4
C6B (4 x 12)
6
8
4
C6B (4 x 8)
6
9
3
C6B (3 x 9)
6
6
3
C6B (3 x 6)
Boring - Hardened Steel
Boring Bar Tool Holders
Product
Ø d mm
Ø D mm
L1 mm
L2 mm
S,D & C
08 CTLBR / 06
8
10
110
12
S,D & C
10 CTLBR / 06
10
12
115
12
S,D & C
12 CTLBR / 06
12
14
120
12
S,D & C
16 CTLBR / 06 or 09
16
19
200
16.5
S,D & C
20 CTLBR / 06 or 09
20
23
220
16.5
Designation
S - Steel
D - Heavy Metal
C - Tungsten Carbide
Cuting Tool Inserts


Designation
D mm
S mm
r mm
TBMN 060102
3.97
1.6
0.2
TBMN 060104
3.97
1.6
0.4
TBMN 060106
3.97
1.6
0.6
TBMN 090204
5.56
2.38
0.4
TBMN 090206
5.56
2.38
0.6
TBMN 090208
5.56
2.38
0.8












L
2







Successful applications include grooving case hardened (58/63 HRc) splined shafts and gear teeth, internal circlip
grooving hardened EN31 (58/60 HRc) bearing components, and producing profiles in the face of D2 tools steel tools
using Full radii face grooving tools.
All operations that would be time consuming and difficult to grind.
Whilst the Top Notch system offers an ideal base for most grooving tools, other systems have been
employed with excellent results.
It naturally follows that, since David Richards can produce tools for ‘Hard Grooving’ full and partial form threading
tools, both external and internal, are available for ‘Hard Threading’. Where the pitch of the thread is large, or the
diameter of the component is small, it must be remembered that the feed rate required, at the required surface speed
for ‘Hard Turning’ will be relatively fast.
But, producing a 90 mm diameter internal stub Acme thread 150 mm deep, with a 6 mm pitch in 58 HRc
Ni-Hard iron, at 120 m/min from blank bore, though somewhat exciting, proved a major cost saver.
David Richards have wide experience in the application of these tools and will be delighted to discuss
specific examples on request.
For Bore sizes smaller than 8 mm in diameter, it is not possible to use PCBN tipped cutting tool inserts.
In order to put a PCBN tip into the carbide insert, material must be removed.
This makes the insert weak and prone to breakage when it is clamped into
the boring bar. At the same time, clamping of small inserts into
small boring bars becomes progressively more difficult
as the bore size reduces.
Top clamps trap swarf and, in order to fit inside the bore,
become too small to exert enough clamping pressure. Screw locked inserts,
while leaving space for swarf, require sufficient material under the insert for the thread of the clamping screw.
Top clamps trap swarf and, in order to fit inside the bore, become too small to exert enough clamping pressure. Screw locked
inserts, while leaving space for swarf, require sufficient material under the insert for the thread of the clamping screw.
These problems are overcome by using brazed tools. The PCBN tip is brazed directly to a tungsten carbide shank
providing a rigid boring tool capable of remarkable surface finishes and providing a highly productive
alternative to internal grinding.
David Richards provide boring tools, supplied from stock in a range of standard sizes.
Internal Grinding is time consuming and expensive. For small bores David
Richards provide a simple solution - Hard Boring.
For bores down to 10 mm David Richards provide cost effective triangular
cutting tool inserts with 3 PCBN edges in grades DR-50/450 and a range of
boring bar tool holders to suit - steel shank boring bars for bore depths
up to 2 times shank diameter and heavy metal for bore depths up to
4 times shank diameter.
For ‘Back Boring’,stepped bores and other applications which do not
accommodate the standard products, David Richards manufacture
tool holders to suit.
If distortion and size variation as a result of heat treatment places unreasonable
constraints on ‘Soft Stage’ machining, ‘Hard Boring’ will provide a cost
effective, scrap reducing alternative.
Turn a lathe into a universal grinding machine and a machining centre
into a jig grinder.
Combine internal and external grinding operations - even grooving -
and replace grinding minutes with ‘Hard Turning’ seconds.

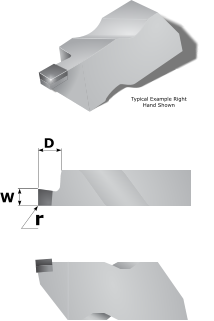
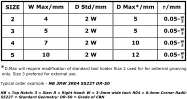
During heat treatment, many features of machined
components suffer distortion. If the position or
dimensions of a groove are critical to the performance
of a hardened component, David Richards can offer a
simple solution to this problem - ‘Hard Grooving’.
Based on the Top Notch system, David Richards
supply grooving tools in a wide range of sizes from 0.5
mm width upwards. David Richards supply tools for
circlip and ‘O’ ring grooves with controlled corners
or full radii, either full form for plunging or undersize
for profiling.
Using such surface speeds typical for turning, grooves
are machined at low feed rates (0.01/0.05 mm/rev).
The low feed rate ensures that the swarf is very weak
and brittle, decreasing the likelihood of it breaking the
tool. Where there are no interruptions to the cutting
path, coolant should be used to aid evacuation of the
swarf and ensure that the component remains at a
stable temperature for ease of measuring. If the
cutting path is interrupted, an air blast will serve the
same purpose without the risk of thermally shocking
the PCBN tool.
If practical, it is better to finish a groove that
has been pre-formed at the soft stage.
This ensures uniform hardness around the
groove and maintains the structural integrity
of the component. However, if it is acceptable,
satisfactory results are achieved grooving
through a hardened layer into the core material.
Successful applications include grooving case hardened (58/63 HRc) splined shafts and gear
teeth, internal circlip grooving hardened EN31 (58/60 HRc) bearing components, and
producing profiles in the face of D2 tools steel tools using Full radii face grooving tools.
All operations that would be time consuming and difficult to grind.
Whilst the Top Notch system offers an ideal base for most grooving tools, other
systems have been employed with excellent results.
It naturally follows that, since David Richards can produce tools for ‘Hard Grooving’ full and
partial form threading tools, both external and internal, are available for ‘Hard Threading’.
Where the pitch of the thread is large, or the diameter of the component is small, it must be
remembered that the feed rate required, at the required surface speed for ‘Hard Turning’ will
be relatively fast.
But, producing a 90 mm diameter internal stub Acme thread 150 mm deep, with a 6
mm pitch in 58 HRc Ni-Hard iron, at 120 m/min from blank bore, though somewhat
exciting, proved a major cost saver.
David Richards have wide experience in the application of these tools and will be
delighted to discuss specific examples on request.
For Bore sizes smaller
than 8mm in diameter, it is not possible to
use PCBN tipped cutting tool inserts.
In order to put a PCBN tip into the carbide insert, material must be removed. This
makes the insert weak and prone to breakage when it is clamped into the boring bar.
At the same time, clamping of small inserts into small boring bars becomes
progressively more difficult as the bore size reduces.
Top clamps trap swarf and, in order to fit inside the bore, become too small to exert
enough clamping pressure. Screw locked inserts,while leaving space for swarf,
require sufficient material under the insert for the thread of the clamping screw.
Top clamps trap swarf and, in order to fit inside the bore, become too small to exert enough
clamping pressure. Screw locked inserts, while leaving space for swarf, require sufficient
material under the insert for the thread of the clamping screw.
These problems are overcome by using brazed tools. The PCBN tip is brazed
directly to a tungsten carbide shank providing a rigid boring tool capable of
remarkable surface finishes and providing a highly productive alternative to
internal grinding.
David Richards provide boring tools, supplied from stock in a range of
standard sizes.
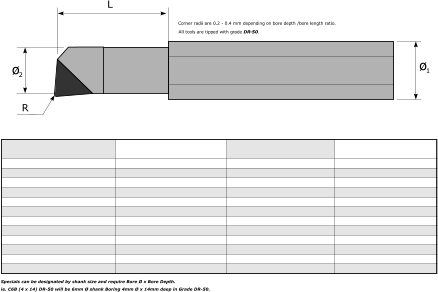
Shank Diameter
Ø mm
Minimum Bore
Diameter Ø mm
Minimum Bore
Length L mm
David Richards
Part Number
8
24
8
C8B (8 x 24)
8
16
8
C8B (8 x 24)
8
21
7
C8B (8 x 24)
8
14
7
C8B (8 x 24)
6
18
6
C6B (6 x 18)
6
12
6
C6B (6 x 12)
6
15
5
C6B (5 x 15)
6
10
5
C6B (5 x 10)
6
12
4
C6B (4 x 12)
6
8
4
C6B (4 x 8)
6
9
3
C6B (3 x 9)
6
6
3
C6B (3 x 6)
Boring - Hardened Steel
Boring Bar Tool Holders
Product
Ø d mm
Ø D mm
L1 mm
L2 mm
S,D & C
08 CTLBR / 06
8
10
110
12
S,D & C
10 CTLBR / 06
10
12
115
12
S,D & C
12 CTLBR / 06
12
14
120
12
S,D & C
16 CTLBR / 06 or 09
16
19
200
16.5
S,D & C
20 CTLBR / 06 or 09
20
23
220
16.5
Designation
S - Steel
D - Heavy Metal
C - Tungsten Carbide
Cuting Tool Inserts

Designation
D mm
S mm
r mm
TBMN 060102
3.97
1.6
0.2
TBMN 060104
3.97
1.6
0.4
TBMN 060106
3.97
1.6
0.6
TBMN 090204
5.56
2.38
0.4
TBMN 090206
5.56
2.38
0.6
TBMN 090208
5.56
2.38
0.8
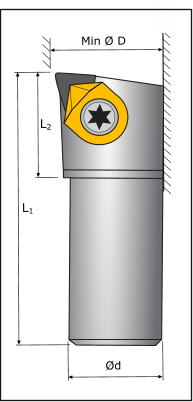

Internal Grinding is time consuming and expensive.
For small bores David Richards provide a simple
solution - Hard Boring.
For bores down to 10 mm David Richards provide
cost effective triangular cutting tool inserts with 3
PCBN edges in grades DR-50/450 and a range of
boring bar tool holders to suit - steel shank boring
bars for bore depths
up to 2 times shank diameter and heavy metal for
bore depths up to
4 times shank diameter.
For ‘Back Boring’,stepped bores and other
applications which do not accommodate the
standard products, David Richards manufacture
tool holders to suit.
If distortion and size variation as a result of heat
treatment places unreasonable constraints on
‘Soft Stage’ machining, ‘Hard Boring’ will
provide a cost effective, scrap reducing alternative.
Turn a lathe into a universal grinding machine
and a machining centre into a jig grinder.
Combine internal and external grinding operations - even grooving - and replace
grinding minutes with ‘Hard Turning’ seconds.

Small Bores - Hardened Steel

Consumables
The majority of ‘Hard Turning' applications require the removal of what used to be considered a grinding allowance.
This commonly ranges from 0.1 - 0.5 mm.
In order to reduce the cost of ‘Hard Turning’, David Richards have developed 3 products:-

Neither ‘ CE, DE or QE ’ products are intended to be refurbished, but with careful use and
tool changing before catastrophic failure, a limited number of regrinds’ can be performed.
CONSUMABLE EDGE (DE) PRODUCTS
If negative geometry or ‘Double Edge’ style cutting tool inserts are not suitable for the application, single side inserts are available with a
cutting edge of 1.25 mm. This product style incorporates positive geometry inserts commonly used in standard boring bars and smaller
machine tools.
Supplied from stock these products are available in grades DR-50, 85, 95, 400, 450, 650, & 500 and and radius sizes from 0.2 - 1.6 mm.
Typical Example:- CCMW 09T304T CE DR-50
Availability:-
CCMW 1204**,
CCMW 09T3**,
CCMW 0602**
CPMW 09T3**,
CPMW 0602**
DCMW 11T3**,
DCMW 0702**
EPMW 08M3**,
EPMW 0602**,
EPMW 0402**
SPUN 1203**,
SPUN 0903**
TCMW 16T3**,
TCMW 1102**,
TCMW 0902**
TPUN 1603**,
TPUN 1103**
VBMW 1604**,
VCMW 1604**,
VCMW 1103**
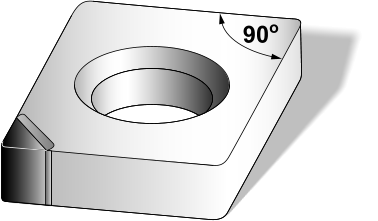
CONSUMABLE EDGE (CE) PRODUCTS
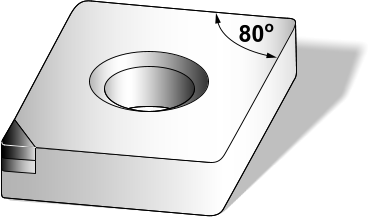
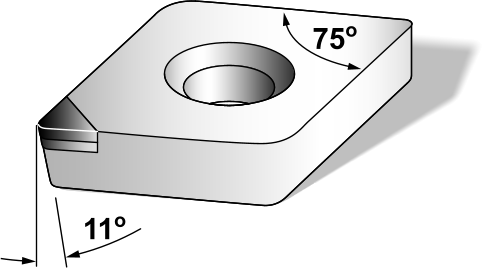
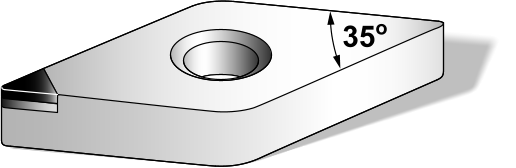
In order to provide strength to the cutting edge, even where very light cuts are required, the best performance is achieved by negative rake cutting tool inserts.
This type of geometry enables David Richards to produce an insert with PCBN brazed to the corner of the base hard metal insert, extending from top to bottom.
In this way two cutting edges can be produced for the material cost of one.
Supplied from stock ‘DE’ style cutting tool inserts are available in grades DR-50, 450 and 80 and radius sizes from 0.2 - 1.2 mm.
Typical Example:- CNMA 120404T DE DR-50
Availability:-
CNMA 1204**
DNMA 1504**, DNMA 1506**, DNMA 1104 **
SNMA 1204**
SNUN 1204**
TNMA 1103**, TNMA 1604**
TNUN 1603**, TNUN 1604**, TNUN 1103 **
VNMA 1604**
CONSUMABLE EDGE (QE) PRODUCTS
FOR MORE INFORMATION ABOUT THIS PRODUCT PLEASE CONTACT DAVID RICHARDS, THEY WILL BE MORE THAN WILLING TO TALK TO YOU ABOUT THIS PRODUCT AND IT’S SUITABILITY
TO YOUR REQUIREMENTS.
GRADE DR-50 (Other grades on request)
Typical Example:- DNMA 150408T QE DR-50
Availability:-
CNMA 1204**
DNMA 1504**
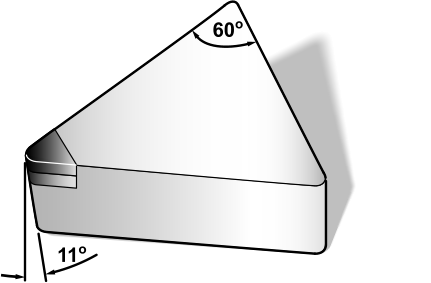
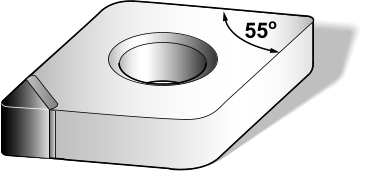
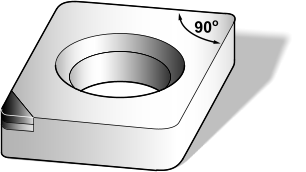
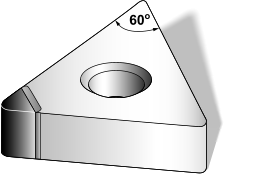
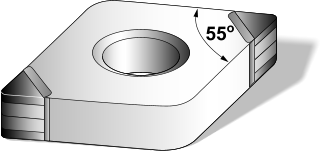



The majority of ‘Hard Turning' applications require the removal of what
used to be considered a grinding allowance. This commonly ranges
from 0.1 - 0.5 mm.
In order to reduce the cost of ‘Hard Turning’, David Richards have developed 3 products:-
CONSUMABLE EDGE (DE) PRODUCTS
Consumables


CONSUMABLE EDGE (CE) PRODUCTS

CONSUMABLE EDGE (QE) PRODUCTS








In order to provide strength to the cutting edge, even where very light cuts are
required, the best performance is achieved by negative rake cutting tool inserts.
This type of geometry enables David Richards to produce an insert with PCBN
brazed to the corner of the base hard metal insert, extending from top to bottom.
In this way two cutting edges can be produced for the material cost of one.
Supplied from stock ‘DE’ style cutting tool inserts are available in grades DR-50,
450 and 80 and radius sizes from 0.2 - 1.2 mm.
Typical Example:- CNMA 120404T DE DR-50
Availability:-
CNMA 1204**
DNMA 1504**, DNMA 1506**, DNMA 1104 **
SNMA 1204**
SNUN 1204**
TNMA 1103**, TNMA 1604**
TNUN 1603**, TNUN 1604**, TNUN 1103 **
VNMA 1604**


If negative geometry or ‘Double Edge’ style cutting tool inserts are not suitable for
the application, single side inserts are available with a cutting edge of 1.25 mm.
This product style incorporates positive geometry inserts commonly used in
standard boring bars and smaller machine tools.
Supplied from stock these products are available in grades DR-50, 85, 95, 400,
450, 650, & 500 and and radius sizes from 0.2 - 1.6 mm.
Typical Example:- CCMW 09T304T CE DR-50
Availability:-
CCMW 1204**, CCMW 09T3**, CCMW 0602**
CPMW 09T3**, CPMW 0602**
DCMW 11T3**, DCMW 0702**
EPMW 08M3**, EPMW 0602**, EPMW 0402**
SPUN 1203**, SPUN 0903**
TCMW 16T3**, TCMW 1102**, TCMW 0902**
TPUN 1603**, TPUN 1103**
VBMW 1604**, VCMW 1604**, VCMW 1103**
FOR MORE INFORMATION ABOUT THIS PRODUCT PLEASE CONTACT DAVID RICHARDS, THEY WILL BE
MORE THAN WILLING TO TALK TO YOU ABOUT THIS PRODUCT AND IT’S SUITABILITY
TO YOUR REQUIREMENTS.
GRADE DR-50 (Other grades on request)
Typical Example:- DNMA 150408T QE DR-50
Availability:-
CNMA 1204**
DNMA 1504**
Neither ‘ CE, DE or QE ’ products are intended to be refurbished, but with careful use and tool
changing before catastrophic failure, a limited number of regrinds’ can be performed.

In order to reduce the cost of ‘Hard Turning’,
David Richards have developed 3 products:-
The majority of ‘Hard Turning' applications
require the removal of what used to be
considered a grinding allowance. This
commonly ranges from 0.1 - 0.5 mm.
CONSUMABLE EDGE (DE) PRODUCTS
In order to provide strength to the cutting edge, even
where very light cuts are required, the bestperformance
is achieved by negative rake cutting tool inserts.
This type of geometry enables David Richards to produce
an insert with PCBN brazed to the corner of the base hard
metal insert, extending from top to bottom.
In this way two cutting edges can be produced for the
material cost of one.
Supplied from stock ‘DE’ style cutting tool inserts are
available in grades DR-50, 450 and 80 and radius sizes
from 0.2 - 1.2 mm.
Typical Example:- CNMA 120404T DE DR-50
Availability:-
CNMA 1204**
DNMA 1504**, DNMA 1506**, DNMA 1104 **
SNMA 1204**
SNUN 1204**
TNMA 1103**, TNMA 1604**
TNUN 1603**, TNUN 1604**, TNUN 1103 **
VNMA 1604**

CONSUMABLE EDGE (CE) PRODUCTS
If negative geometry or ‘Double Edge’ style cutting tool
inserts are not suitable for the application, single side
inserts are available with a cutting edge of 1.25 mm.
This product style incorporates positive geometry inserts
commonly used in standard boring bars and smaller
machine tools.
Supplied from stock these products are available in grades
DR-50, 85, 95, 400, 450, 650, & 500 and and radius
sizes from 0.2 - 1.6 mm.
Typical Example:- CCMW 09T304T CE DR-50
Availability:-
CCMW 1204**, CCMW 09T3**, CCMW 0602**
CPMW 09T3**, CPMW 0602**
DCMW 11T3**, DCMW 0702**
EPMW 08M3**, EPMW 0602**, EPMW 0402**
SPUN 1203**,
SPUN 0903**
TCMW 16T3**, TCMW 1102**, TCMW 0902**
TPUN 1603**, TPUN 1103**
VBMW 1604**, VCMW 1604**, VCMW 1103**

CONSUMABLE EDGE (QE) PRODUCTS
FOR MORE INFORMATION ABOUT THIS PRODUCT
PLEASE CONTACT DAVID RICHARDS, THEY WILL BE
MORE THAN WILLING TO TALK TO YOU ABOUT THIS
PRODUCT AND IT’S SUITABILITY
TO YOUR REQUIREMENTS.
GRADE DR-50 (Other grades on request)
Typical Example:- DNMA 150408T QE DR-50
Availability:-
CNMA 1204**
DNMA 1504**



Fixed Pocket Cutters & Precision PCD Inserts


The forces required to grind PCD with Diamond are extremely high. This means that it has been very difficult to produce cutting tool inserts accurately
enough to work properly in the fixed pocket milling cutters commonly available. Cutters with adjustable pockets for the inserts were developed, but
these require care and patience to set up and are expensive to buy and repair.
Using the latest Wire erosion technology David Richards have developed techniques which produce PCD tipped
cutting tool inserts that are as accurate as precision ground carbide.
Installed in the best quality Diamite cutter bodies, Diamite PCD inserts provide all the
Tool life and quality advantages of PCD with the convenience of Carbide.
PCD (Polycrystalline Diamond) has been available for milling non-ferrous abrasive materials for
many years. The common method of PCD tool production has been grinding using
Diamond grinding wheels.
End Milling Cutters











































Face Milling Cutters

Designation
DEM90AP-120-W20
DEM90AP-225-W25
DEM90AP-332-W32
DEM90AP-440-W32
No. of Teeth
1
2
3
4
D/mm
20
25
32
40
d/mm
20
25
32
32
L/mm
90
100
110
115
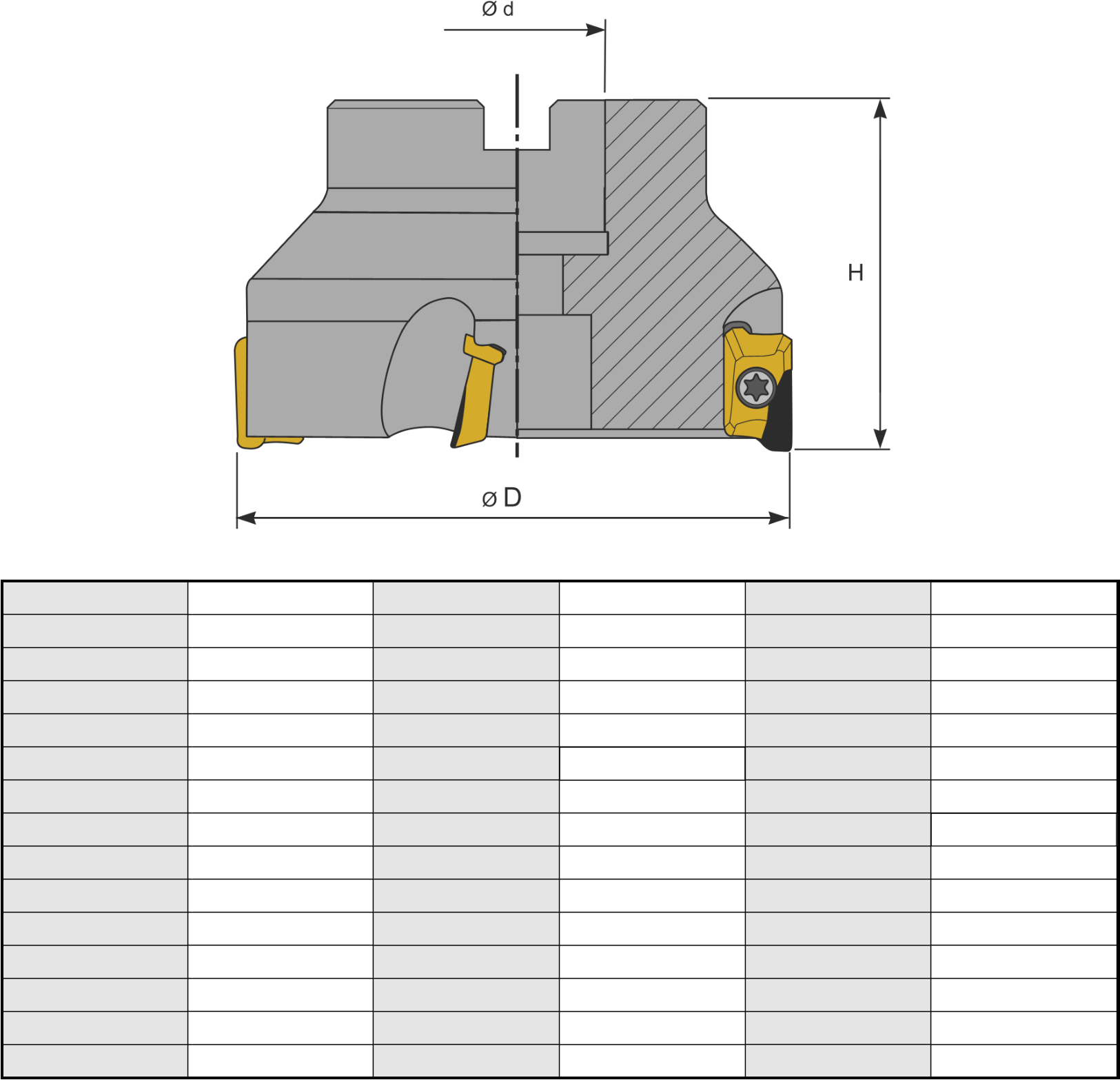
DFM90AP-12200-60R
Designation
No. of Teeth
D/mm
d/mm
L/mm
Weight/kg
DFM90AP-440-16R
4
40
16
40
0.3
DFM90AP-350-22R
3
50
22
40
0.4
DFM90AP-550-22R
5
50
22
40
0.5
DFM90AP-463-22R
4
63
22
40
0.5
DFM90AP-663-22R
6
63
22
40
0.5
DFM90AP-480-27R
4
80
27
50
0.8
DFM90AP-780-27R
7
80
27
50
0.9
DFM90AP-6100-32R
6
100
32
50
1.3
DFM90AP-8100-32R
8
100
40
50
1.5
DFM90AP-7125-40R
7
125
40
63
3.9
DFM90AP-9125-40R
9
125
40
63
3.7
DFM90AP-8160-40R
8
160
40
63
5.0
DFM90AP-10160-40R
10
160
40
63
5.3
12
200
60
63
7.0







PCD (Polycrystalline Diamond) has been available for milling non-ferrous abrasive
materials for many years. The common method of PCD tool production has been
grinding using Diamond grinding wheels.
Fixed Pocket Cutters & Precision PCD Inserts





End Mill Cutters
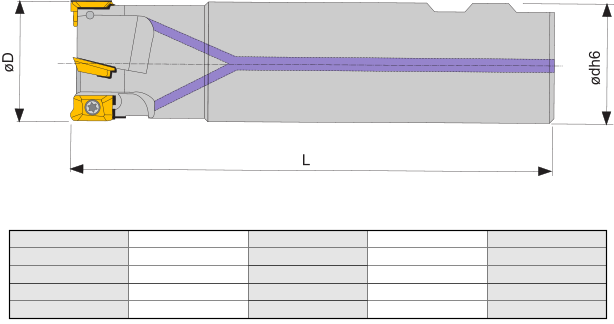
Designation
DEM90AP-120-W20
DEM90AP-225-W25
DEM90AP-332-W32
DEM90AP-440-W32
No. of Teeth
1
2
3
4
D/mm
20
25
32
40
d/mm
20
25
32
32
L/mm
90
100
110
115
Face Milling Cutters
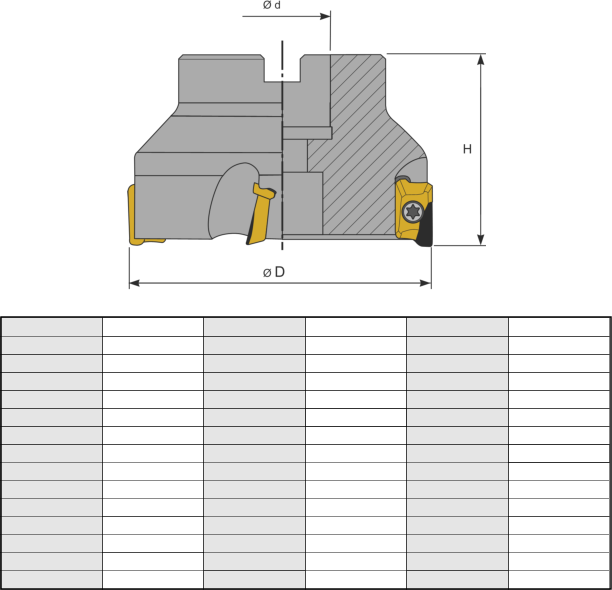
DFM90AP-12200-60R
Designation
No. of Teeth
D/mm
d/mm
L/mm
Weight/kg
DFM90AP-440-16R
4
40
16
40
0.3
DFM90AP-350-22R
3
50
22
40
0.4
DFM90AP-550-22R
5
50
22
40
0.5
DFM90AP-463-22R
4
63
22
40
0.5
DFM90AP-663-22R
6
63
22
40
0.5
DFM90AP-480-27R
4
80
27
50
0.8
DFM90AP-780-27R
7
80
27
50
0.9
DFM90AP-6100-32R
6
100
32
50
1.3
DFM90AP-8100-32R
8
100
40
50
1.5
DFM90AP-7125-40R
7
125
40
63
3.9
DFM90AP-9125-40R
9
125
40
63
3.7
DFM90AP-8160-40R
8
160
40
63
5.0
DFM90AP-10160-40R
10
160
40
63
5.3
12
200
60
63
7.0
The forces required to grind PCD with Diamond are extremely high. This means that it has been very difficult to
produce cutting tool inserts accurately enough to work properly in the fixed pocket milling cutters commonly available.
Cutters with adjustable pockets for the inserts were developed, but these require care and patience to set up and are
expensive to buy and repair.
Using the latest Wire erosion technology David Richards have developed techniques
which produce PCD tipped cutting tool inserts that are as
accurate as precision ground carbide.
Installed in the best quality Diamite cutter bodies,
Diamite PCD inserts provide all the Tool life
and quality advantages of PCD with the
convenience of Carbide.
PCD (Polycrystalline Diamond) has been available for milling non-ferrous abrasive
materials for many years. The common method of PCD tool production has been
grinding using Diamond grinding wheels.
Using the latest Wire erosion technology David Richards have developed
techniques which produce PCD tipped cutting tool inserts that are as
accurate as precision ground carbide.
Installed in the best quality Diamite cutter bodies, Diamite PCD inserts
provide all the Tool life and quality advantages of PCD with the
convenience of Carbide.






The forces required to grind PCD with Diamond are extremely high. This means that it has
been very difficult to produce cutting tool inserts accurately enough to work properly in the
fixed pocket milling cutters commonly available.
Cutters with adjustable pockets for the inserts were developed,
but these require care and patience to set up
and are expensive to buy and repair.
End Mill Cutters
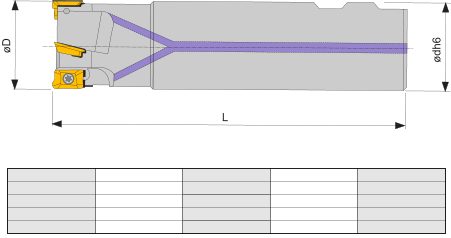
Designation
DEM90AP-120-W20
DEM90AP-225-W25
DEM90AP-332-W32
DEM90AP-440-W32
No. of Teeth
1
2
3
4
D/mm
20
25
32
40
d/mm
20
25
32
32
L/mm
90
100
110
115
Face Milling Cutters
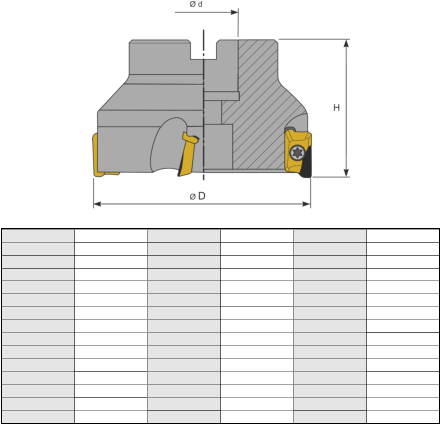
DFM90AP-12200-60R
Designation
No. of Teeth
D/mm
d/mm
L/mm
Weight/kg
DFM90AP-440-16R
4
40
16
40
0.3
DFM90AP-350-22R
3
50
22
40
0.4
DFM90AP-550-22R
5
50
22
40
0.5
DFM90AP-463-22R
4
63
22
40
0.5
DFM90AP-663-22R
6
63
22
40
0.5
DFM90AP-480-27R
4
80
27
50
0.8
DFM90AP-780-27R
7
80
27
50
0.9
DFM90AP-6100-32R
6
100
32
50
1.3
DFM90AP-8100-32R
8
100
40
50
1.5
DFM90AP-7125-40R
7
125
40
63
3.9
DFM90AP-9125-40R
9
125
40
63
3.7
DFM90AP-8160-40R
8
160
40
63
5.0
DFM90AP-10160-40R
10
160
40
63
5.3
12
200
60
63
7.0



Below is an example of a custom made tool designed and manufactured by David Richards :-
Custom Tooling
Component
Machine Tool
Material
Operation
Depth of Cut
Insert
Surface Speed
Feed Rate
Surface Finish
Tool Life
Comments
Pump part
Webster Bennett Vertical Borer
High Chrome Iron (27%)
Internal threading – Stub Acme Taper thread
Variable
Special brazed tools
80 m/min (270 ft/min) cutting without coolant
To suit pitch
N/A
1 Thread per tool


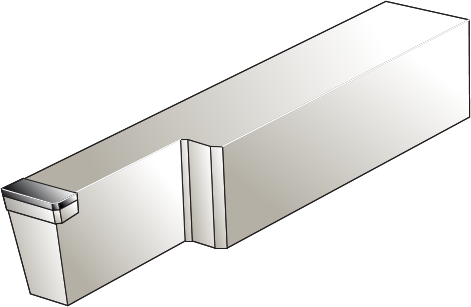



Custom Tooling
Below is an example of a custom made tool designed and manufactured by David Richards :-
Component
Machine Tool
Material
Operation
Depth of Cut
Insert
Surface Speed
Feed Rate
Surface Finish
Tool Life
Comments
Pump part
Webster Bennett Vertical Borer
High Chrome Iron (27%)
Internal threading – Stub Acme Taper thread
Variable
Special brazed tools
80 m/min (270 ft/min) cutting without coolant
To suit pitch
N/A
1 Thread per tool



Below is an example of a custom made tool designed and manufactured by David Richards :-
Component
Machine Tool
Material
Operation
Depth of Cut
Insert
Surface Speed
Feed Rate
Surface Finish
Tool Life
Comments
Pump part
Webster Bennett Vertical Borer
High Chrome Iron (27%)
Internal threading – Stub Acme Taper thread
Variable
Special brazed tools
80 m/min (270 ft/min) cutting without coolant
To suit pitch
N/A
1 Thread per tool







There are several machine manufacturers that offer machines for this process, from relatively
large horizontal lathes to vertical machines that will fit into the back of a van.
Bearing in mind that alloy wheels are now available with 24” diameter, the weight can be significant.
A rigid platform is always an advantage to providing a good surface finish.
David Richards supply PCD Cutting Tool Inserts in two sizes, VCMW 1103 and VCMW 1604 with different cutting radii, from 0.2mm (02) to 1.2mm (12).
Some users prefer a smaller radius which providesa surface which, although rough inengineering terms, provides a uniform finish and good adhesion for the lacquer.
Others prefer a bigger radius which provides a flatter surface and allows higher feed rates.
A flatter surface on a “top quality” wheel will look better but may highlight any defects or porosity in the Aluminium alloy in a wheel of lesser quality.
David Richards recommend using 08 radii as a compromise. The 08 radius is stronger, the chip is easier to accommodate, and the surface finish looks good at higher feed rates.
Along with the inserts David Richards supply holders. Many of the machines have a turret with a slot for
mounting the holder.
They are designed to hold a standard tool with a 25mm square shank (2525).
The Slot is often taller than 25mm and there is capacity for a 32mm shank.
For machines with this turret David Richards offer holders:
SVJCR 2532 X11, SVJCL 2532 X11, SVNCN 2532 X11
SVJCR 2532 X16, SVJCL 2532 X16, SVNCN 2532 X16
These are machined with extra clearance to enable the cutting tool to traverse most wheel face shapes. In order to reach into or over some features, they are also extra-long - 250mm.
For machines that need a round holder, David Richards Manufacture Boring Bar holders in standard diameters, 20, 25, 32 and 40mm, with various approach angles to suit all wheel
profiles and 11 and 16 size, VCMW, Cutting Tool Inserts.
Alloy Wheel Machining
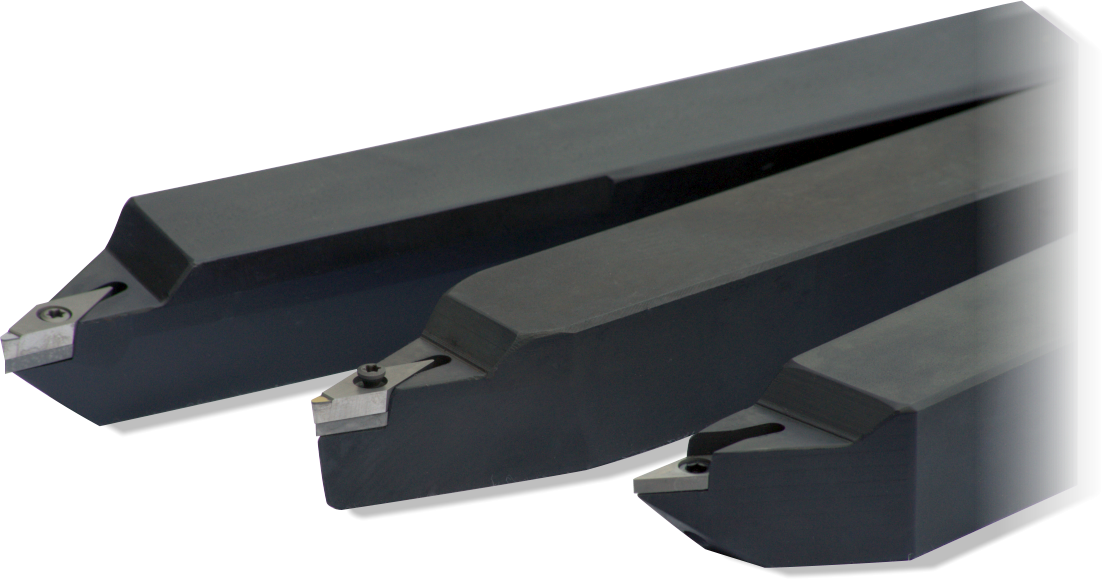

It has become fashionable for car manufacturers to fit what are referred to as “Diamond Turned Alloy wheels”. Once a cast alloy wheel has been machined to
shape and powder coated, some of the powder coating is removed by turning to expose the Aluminium beneath. The wheel is then lacquered to provide
protection to the Aluminium area.
The machines used by the manufacturers of the alloy wheel are typically big horizontal CNC lathes, often
inpairs with a robot mounted between them, the robot serving to load one machine and unload and turn over
the wheel for the second machine.
The tools typically used are PCD tipped Cutting Tool Inserts, often VCMW
style with 35 degree corners and big radii.
The secondary “Diamond Turning” is usually carried out on a
separate machine, using similar PCD tipped tools.
The requirement to repair damaged Diamond Turned wheels has
forced many wheel repair companies to invest in turning capacity.
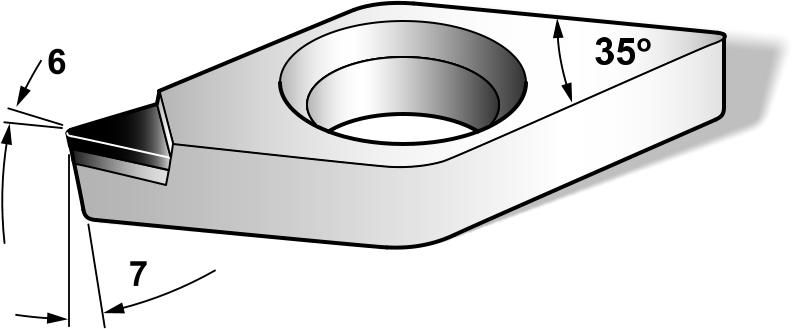





Alloy Wheel Machining
It has become fashionable for car manufacturers to fit what are referred to as “Diamond Turned Alloy
wheels”. Once a cast alloy wheel has been machined to shape and powder coated, some of the powder
coating is removed by turning to expose the Aluminium beneath. The wheel is then lacquered to
provide protection to the Aluminium area.

The machines used by the manufacturers of the alloy wheel
are typically big horizontal CNC lathes, often
inpairs with a robot mounted between
them, the robot serving to load
one machine and unload and
turn over the wheel for
the second machine.
The tools typically used are PCD tipped Cutting Tool
Inserts, often VCMW style with 35 degree
corners and big radii.
The secondary “Diamond Turning” is usually carried out on a separate machine, using similar PCD tipped tools.
The requirement to repair damaged Diamond Turned wheels has forced many wheel repair companies to
invest in turning capacity.
There are several machine manufacturers that offer machines for this process, from relatively large horizontal
lathes to vertical machines that will fit into the back of a van.
Bearing in mind that alloy wheels are now available with 24” diameter, the weight can be significant.
A rigid platform is always an advantage to providing a good surface finish.
David Richards supply PCD Cutting Tool Inserts in two sizes, VCMW 1103 and VCMW 1604 with different
cutting radii, from 0.2mm (02) to 1.2mm (12).
Some users prefer a smaller radius which providesa surface which, although rough inengineering terms, provides
a uniform finish and good adhesion for the lacquer. Others prefer a bigger radius which provides a flatter surface
and allows higher feed rates.
A flatter surface on a “top quality” wheel will look better but may highlight any defects or porosity in the Aluminium
alloy in a wheel of lesser quality.
David Richards recommend using 08 radii as a compromise. The 08 radius is stronger, the chip is easier to
accommodate, and the surface finish looks good at higher feed rates.
Along with the inserts David Richards supply holders. Many of the machines have a turret with a slot for
mounting the holder.
They are designed to hold a standard tool with a 25mm square shank (2525).
The Slot is often taller than 25mm and there is capacity for a 32 mm shank.
For machines with this turret David Richards offer holders:
SVJCR 2532 X11, SVJCL 2532 X11, SVNCN 2532 X11
SVJCR 2532 X16, SVJCL 2532 X16, SVNCN 2532 X16
These are machined with extra clearance to enable the cutting tool to traverse most wheel face shapes.
In order to reach into or over some features, they are also extra-long - 250mm.
For machines that need a round holder, David Richards Manufacture Boring Bar holders in standard
diameters, 20, 25, 32 and 40mm, with various approach angles to suit all wheel
profiles and 11 and 16 size, VCMW, Cutting Tool Inserts.
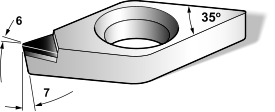


Alloy Wheel Machining
It has become fashionable for car manufacturers to fit what are referred to as
“Diamond Turned Alloy wheels”. Once a cast alloy wheel has been machined to
shape and powder coated, some of the powder coating is removed by turning
to expose the Aluminium beneath. The wheel is then lacquered to
provide protection to the Aluminium area.

The machines used by the manufacturers of the alloy wheel
are typically big horizontal CNC lathes, often
inpairs with a robot mounted between
them, the robot serving to load
one machine and unload and
turn over the wheel for
the second machine.
The tools typically used are PCD tipped
Cutting Tool Inserts, often VCMW style with 35 degree corners and big radii.
The secondary “Diamond Turning” is usually carried out on a separate machine,
using similar PCD tipped tools.
The requirement to repair damaged Diamond Turned wheels has forced many wheel
repair companies to invest in turning capacity.
There are several machine manufacturers that offer machines for this process, from
relatively large horizontal lathes to vertical machines that will fit into the back of a van.
Bearing in mind that alloy wheels are now available with 24” diameter, the
weight can be significant.
A rigid platform is always an advantage to providing a good surface finish.
David Richards supply PCD Cutting Tool Inserts in two sizes, VCMW 1103 and
VCMW 1604 with different cutting radii, from 0.2mm (02) to 1.2mm (12).
Some users prefer a smaller radius which providesa surface which, although rough
inengineering terms, provides a uniform finish and good adhesion for the lacquer.
Others prefer a bigger radius which provides a flatter surface and allows higher feed
rates.
A flatter surface on a “top quality” wheel will look better but may highlight any defects
or porosity in the Aluminium alloy in a wheel of lesser quality.
David Richards recommend using 08 radii as a compromise. The 08 radius is stronger,
the chip is easier to accommodate, and the surface finish looks good at higher feed
rates.
Along with the inserts David Richards supply holders. Many of the machines have a
turret with a slot for mounting the holder.
They are designed to hold a standard tool with a 25mm square shank (2525).
The Slot is often taller than 25mm and there is capacity for a 32 mm shank.
For machines with this turret David Richards offer holders:
SVJCR 2532 X11, SVJCL 2532 X11,
SVNCN 2532 X11
SVJCR 2532 X16, SVJCL 2532 X16,
SVNCN 2532 X16
These are machined with extra clearance to enable the cutting tool to traverse
most wheel face shapes. In order to reach into or over some features, they are
also extra-long - 250mm.
For machines that need a round holder, David Richards Manufacture Boring
Bar holders in standard diameters, 20, 25, 32 and 40mm, with various
approach angles to suit all wheel
profiles and 11 and 16 size, VCMW, Cutting Tool Inserts.







David Richards stock a range of I.S.O. standard cutting tool inserts. The cutting geometry of these tools is ideal for machining the most common materials; Si/Al
alloy copper, brass and abrasive plastics.
For MMC, very high Silicon content alloys and other more specialised applications, different geometries are available, many ex-stock, to enable the tools to achieve
the best performance.
David Richards define “Hard Turning “ as machining hardened steels above 40 HRc, not hard in terms of “difficult”. Alloy Steels with a hardness
below 40 HRc are not generally machined using PCBN because other tool materials work as well or better and cost less. Soft materials often
stick to PCBN cutting tools causing “build up” on the cutting edge.
This results in poor surface finish and tool life. The geometry of PCBN tools used for machining hardened steel is very blunt with no chip groove geometry to provide swarf control. This is
not ideal for machining soft steels. However, some steels with a high alloy content and 30+ HRc are successfully finish machined with DR-50 because nothing else will do the job.
If there is no adhesion, reliable size control and consistent surface finish can more than justify the cost of the tools.
•
Interrupted cutting D2 tool steel is very difficult and unpredictable. D2 contains up to 15% Chromium and was designed to be used at 50-56 HRc. If the material is hardened to
+60 HRc and not tempered very carefully, Chromium Carbide formation at the grain boundaries makes the material almost impossible to machine with interrupted cutting.
•
Interrupted cutting of High Speed Steel – HSS is temperature resistant and does not soften in the shear zone.
•
Interrupted cutting Nitrided steel is difficult. When continuous cutting, the super-hard surface is machined away by a part of the cutting edge that is not controlling surface finish
and size. When interrupted cutting, the entire cutting edge impacts with a super-hard surface resulting in poor tool life.
•
Machining high temperature alloys – Inconel, Hastalloy, Waspalloy, Titanium, Nimonics etc are not generally machined with PCBN. Tool life is negligible due to chemical affinity.
•
Aluminium alloys cannot be machined with PCBN. PCBN has a trace content of Aluminium nitride. Aluminium builds up on the cutting edge very quickly causing rapid tool wear and
poor surface finish.
•
Hard facing alloys – Stellite (Cobalt/Chrome Alloys) and Colmonoy (Nickel/Chrome alloy) with more than 20% Chrome are not practically machined with PCBN – Tool life is too
short.
•
Chromium cannot be machined using PCBN. PCBN can be used to remove hard Chrome plated surfaces and expose a hardened steel base material, but it is not possible to machine
within the Chrome.
•
Cast iron and Iron based hard facing alloys with a significant ferrite content are not machined with PCBN. The soft, sticky ferrite sticks to the PCBN cutting edge causing rapid wear
and poor surface finish. (See separate Cast Iron information )
•
Sintered or Powder Metallurgy Iron materials are effectively machined with PCBN but some heat treated Sintered Irons, with significant alloy content, are not. Heat treated
materials often measure 40-50 HRc. These can consist of a bulk matrix of 40-50 HRc with small hard particles, sometimes 64+ HRc, dispersed within it. These hard particles make
the material very difficult to machine and almost impossible to interrupted cut.
•
Stainless Steels come in a variety of conditions with many chemical compositions. Austenitic stainless steels are generally soft and “sticky” causing “build up” on the cutting edge,
poor surface finish and tool life. Martensitic, and heat treated, stainless steels are successfully machined with PCBN but interrupted cutting can be difficult due to formation of
unfavourable compounds at the grain boundaries.
PCD is not recommended for the machining of Iron, Cobalt, or Nickel alloys. In the presence of these metals and the heat and
pressure created by cutting, diamond is encouraged to revert to the metastable carbon form: graphite. It is possible to machine some
stainless steels and other highly alloyed materials, which have the iron, cobalt or nickel tied up in a non reactive state.
Even so, these materials should be machined at low cutting speeds with coolant to reduce any heat generated.
•
PCD contains a small amount of Cobalt as a result of the manufacturing process. If a PCD tool is subjected continuous and significant heating during cutting, the diamond is likely to
transform back to graphite. In order to avoid this effect, the use of coolant and slow speed is recommended.
•
Due to the polycrystalline nature of PCD, it is impossible to create cutting edges as perfect as those of single crystal diamond. Even with the finest grade PCD, which has a particle
size less than 2 microns, it is not possible to machine plastics and produce optically flat surfaces.
•
PCD tools are relatively expensive, compared with conventional cutting tools. Poor quality materials, which have inclusions that break conventional cutting tools, or work holding
systems that do not locate and hold the part securely, are likely to have the same result with PCD tools, but at a greater cost.
,
•
Metal matrix composite (MMC) materials, Aluminium reinforced with Silicon carbide particles or filaments can be machined with PCD, but as the SiC content increases the tool life
reduces and materials with more than 30% SiC are practically impossible to machine other than by grinding or EDM.
PCBN For “ Hard Turning ”
Machining with PCD


When NOT to USE
PCBN For “ Hard Turning ”
David Richards define “Hard Turning” as machining hardened steels above 40 HRc, not hard in terms of
“difficult”. Alloy Steels with a hardness below 40 HRc are not generally machined using PCBN because other
tool materials work as well or better and cost less.
Soft materials often stick to PCBN cutting tools causing “build up” on the cutting edge. This results in poor surface finish and tool life. The geometry
of PCBN tools used for machining hardened steel is very blunt with no chip groove geometry to provide swarf control, not ideal for machining soft
steels. However, some steels with a high alloy content and 30+ HRc are successfully finish machined with DR-50
because nothing else will do the job.
If there is no adhesion, reliable size control and consistent surface finish can more than justify the cost of the tools.
•
Interrupted cutting D2 tool steel is very difficult and unpredictable. D2 contains up to 14% Chromium and was designed to be used at 50-56 HRc.
If the material is hardened to +60 HRc and not tempered very carefully, Chromium Carbide formation at the grain boundaries makes the material
impossible to machine with interrupted cutting.
•
Interrupted cutting of High Speed Steel – HSS is temperature resistant and does not soften in the shear zone.
•
Interrupted cutting Nitrided steel is difficult. When continuous cutting, the super-hard surface is machined away by a part of the cutting edge that
is not controlling surface finish and size. When interrupted cutting, the entire cutting edge impacts with a super-hard surface resulting in poor tool
life.
•
Machining high temperature alloys – Inconel, Hastalloy, Waspalloy, Titanium, Nimonics etc are not machined with PCBN. Tool life is negligible due
to chemical affinity.
•
Aluminium alloys cannot be machined with PCBN. PCBN has a trace content of Aluminium nitride. Aluminium builds up on the cutting edge very
quickly causing rapid tool wear and poor surface finish.
•
Hard facing alloys – Stellite (Cobalt/Chrome Alloys)and Colmonoy (Nickel/Chrome alloy) with more than 20% Chrome is not practically machined
with PCBN – Tool life is too short.
•
Chromium cannot be machined using PCBN. PCBN can be used to remove hard Chrome plated surfaces and expose a hardened steel base
material, but it is not possible to machine within the Chrome.
•
Cast iron and Iron based hard facing alloys with a significant ferrite content are not machined with PCBN. The soft gooey ferrite sticks to the PCBN
cutting edge causing rapid wear and poor surface finish.
(See separate Cast Iron information sheet)
•
Sintered or Powder Metallurgy Iron materials are effectively machined with PCBN but some heat treated Sintered Irons, with significant alloy
content, are not. Heat treated materials often measure 40-50 HRc. These can consist of a bulk matrix of 40-50 HRc with small hard particles,
sometimes 64+ HRc, dispersed within it. These hard particles make the material very difficult to machine and almost impossible to interrupted cut.
•
Stainless Steels come in a variety of conditions with many chemical compositions. Austenitic stainless steels are generally soft and “sticky” causing
“build up” on the cutting edge, poor surface finish and tool life. Martensitic, and heat treated, stainless steels are successfully machined with PCBN
but interrupted cutting can be difficult due to formation of unfavourable compounds at the grain boundaries.

PCD is not recommended for the machining of Iron, Cobalt, or Nickel alloys. In the presence of
these metals and the heat and pressure created by cutting, diamond is encouraged to revert to
the metastable carbon form: graphite.
It is possible to machine some stainless steels and other highly alloyed materials, which have
the iron, cobalt or nickel tied up in a non-reactive state.
Even so, these materials should be machined at low cutting speeds with coolant to reduce any heat generated.
•
PCD contains a small amount of Cobalt as a result of the manufacturing process. If a PCD tool is subjected continuous and significant heating
during cutting, the diamond is likely to transform back to graphite. In order to avoid this effect, the use of coolant is recommended.
•
Due to the polycrystalline nature of PCD, it is impossible to create cutting edges as perfect as those of single crystal diamond. Even with the finest
grade PCD, which has a particle size of 2 microns, it is not possible to machine plastics and produce optically flat surfaces.
•
PCD tools are relatively expensive, compared with conventional cutting tools. Poor quality materials, which have inclusions that break conventional
cutting tools, or work holding systems that do not locate and hold the part securely, are likely to have the same effect on PCD tools but at a
greater cost.
•
Metal matrix composite (MMC) materials, Aluminium reinforced with Silicon carbide particles or filaments can be machined with PCD, but as the SiC
content increases the tool life reduces and materials with more than 30% SiC are practically impossible to machine other than by grinding or EDM.
David Richards stock a range of I.S.O. standard cutting tool inserts. The cutting geometry of these tools is ideal for machining the most
common materials; Si/Al alloy copper, brass and abrasive plastics.
For MMC, very high silicon content alloys and other more specialised applications, different geometries are available, many ex-stock,
to enable the tools to achieve the best performance.
Machining with PCD


When NOT to use PCBN - “Hard Turning”

David Richards define “Hard Turning” as machining hardened steels above 40 HRc, not hard in terms of
“difficult”. Alloy Steels with a hardness below 40 HRc are not generally machined using PCBN because
other tool materials work as well or better and cost less.
Soft materials often stick to PCBN cutting tools causing “build up” on the cutting edge. This results in poor
surface finish and tool life. The geometry of PCBN tools used for machining hardened steel is very blunt
with no chip groove geometry to provide swarf control, not ideal for machining soft steels. However, some
steels with a high alloy content and 30+ HRc are successfully finish machined with DR-50 because nothing
else will do the job.
If there is no adhesion, reliable size control and consistent surface finish can more than justify
the cost of the tools.
•
Interrupted cutting D2 tool steel is very difficult and unpredictable. D2 contains up to 14% Chromium and
was designed to be used at 50-56 HRc. If the material is hardened to +60 HRc and not tempered very
carefully, Chromium Carbide formation at the grain boundaries makes the material impossible to machine
with interrupted cutting.
•
Interrupted cutting of High Speed Steel – HSS is temperature resistant and does not soften in the shear
zone.
•
Interrupted cutting Nitrided steel is difficult. When continuous cutting, the super-hard surface is
machined away by a part of the cutting edge that is not controlling surface finish and size. When
interrupted cutting, the entire cutting edge impacts with a super-hard surface resulting in poor tool life.
•
Machining high temperature alloys – Inconel, Hastalloy, Waspalloy, Titanium, Nimonics etc are not
machined with PCBN. Tool life is negligible due to chemical affinity.
•
Aluminium alloys cannot be machined with PCBN. PCBN has a trace content of Aluminium nitride.
Aluminium builds up on the cutting edge very quickly causing rapid tool wear and poor surface finish.
•
Hard facing alloys – Stellite (Cobalt/Chrome Alloys)and Colmonoy (Nickel/Chrome alloy) with more than
20% Chrome is not practically machined with PCBN – Tool life is too short.
•
Chromium cannot be machined using PCBN. PCBN can be used to remove hard Chrome plated surfaces
and expose a hardened steel base material, but it is not possible to machine within the Chrome.
•
Cast iron and Iron based hard facing alloys with a significant ferrite content are not machined with PCBN.
The soft gooey ferrite sticks to the PCBN cutting edge causing rapid wear and poor surface finish.
(See separate Cast Iron information sheet)
•
Sintered or Powder Metallurgy Iron materials are effectively machined with PCBN but some heat treated
Sintered Irons, with significant alloy content, are not. Heat treated materials often measure 40-50 HRc.
These can consist of a bulk matrix of 40-50 HRc with small hard particles, sometimes 64+ HRc, dispersed
within it. These hard particles make the material very difficult to machine and almost impossible to
interrupted cut.
•
Stainless Steels come in a variety of conditions with many chemical compositions. Austenitic stainless
steels are generally soft and “sticky” causing “build up” on the cutting edge, poor surface finish and tool
life. Martensitic, and heat treated, stainless steels are successfully machined with PCBN but interrupted
cutting can be difficult due to formation of unfavourable compounds at the grain boundaries.
When NOT to use PCD

PCD is not recommended for the machining of Iron, Cobalt, or Nickel alloys. In the presence of
these metals and the heat and pressure created by cutting, diamond is encouraged to revert to
the metastable carbon form: graphite.
It is possible to machine some stainless steels and other highly alloyed materials, which have
the iron, cobalt or nickel tied up in a non-reactive state.
Even so, these materials should be machined at low cutting speeds with coolant to reduce any
heat generated.
•
PCD contains a small amount of Cobalt as a result of the manufacturing process. If a PCD tool is
subjected continuous and significant heating during cutting, the diamond is likely to transform back to
graphite.
In order to avoid this effect, the use of coolant is recommended.
•
Due to the polycrystalline nature of PCD, it is impossible to create cutting edges as perfect as those of
single crystal diamond. Even with the finest grade PCD, which has a particle size of 2 microns, it is not
possible to machine plastics and produce optically flat surfaces.
•
PCD tools are relatively expensive, compared with conventional cutting tools. Poor quality materials,
which have inclusions that break conventional cutting tools, or work holding systems that do not locate
and hold the part securely, are likely to have the same effect on PCD tools but at a greater cost.
•
Metal matrix composite (MMC) materials, Aluminium reinforced with Silicon carbide particles or
filaments can be machined with PCD, but as the SiC content increases the tool life reduces and materials
with more than 30% SiC are practically impossible to machine other than by grinding or EDM.
David Richards stock a range of I.S.O. standard cutting tool inserts. The cutting geometry of
these tools is ideal for machining the most common materials; Si/Al alloy copper, brass and
abrasive plastics.
For MMC, very high silicon content alloys and other more specialised applications, different
geometries are available, many ex-stock, to enable the tools to achieve the best performance.

USEFUL DATA


Useful Data
Terms and Conditions
DAVID RICHARDS ENGINEERING LTD
CONDITIONS FOR THE SUPPLY OF GOODS
1. GENERAL
1.
In these conditions ‘the company’ means David Richards Engineering Ltd and ‘the Purchaser’ means the individual, firm, company or other party with whom the Company contracts. ‘Supply’ includes (but is not limited to) any supply under a contract of sale.
2.
No order in pursuance of any quotation or other wise shall be binding on the Company unless end until such order is accepted by the Company. Any contract made between the Company and the Purchaser (herein called 'the Contract’) shall be subject to these conditions and save after mentioned no representative or agent of the Company has authority to agree any terms or make any representations
inconsistent with them or to enter into any contract except on the basis of them; any such term representation or contract will bind the Company only if in writing and signed by an approved signatory.
3.
Unless otherwise agreed in writing by the Company these conditions shall override any terms end conditions stipulated or referred to by the Purchaser in his order or precontract negotiations.
4.
In the event that the Company has not given a written acknowledgment of the Purchasers order these conditions provided the Purchaser shall have had prior notice of them shall none the less apply to the Contract.
All prices quoted are exclusive of VAT and the Purchaser shall pay any and all taxes, duties and other Government.
2. WARRANTY
1.
The Company warrants that each product to be delivered hereunder will be of the kind designated or specified subject to the Company reserving the right to make without nonce such reasonable modifications in specifications. designs, materials or finishes as it deems necessary or desirable and the Purchaser shall not be entitled to object to or reject the goods or any
of them by reason of such reasonable modifications.
2.
If any product delivered hereunder fails to conform to the specifications or to be of the kind designated (subject to the right of the Company to make reasonable modifications in pursuance to paragraph 2.1 above) prior to the date which is 60 days from the shipment or prior to the date of use or resale of the product by the Purchaser, whichever date sooner occurs,
and if the Purchaser shall notify the Company there of immediately, the Company shall thereupon correct the defect or defects. by making available a repaired or replacement product.
3.
Any recommendation or suggestion relating to the use of the goods made by the Company is given in good faith but is for the Purchaser to satisfy itself of the suitability the goods for its own particular purpose and ft shall be deemed so to have done.
4.
The liability of the Company (except as to title) arising out of the supplying of the said product or its use whether by warranty contract negligence or otherwise shall not in any case exceed the cost of repairing defects in the product or replacing the product as herein provided, and upon the expiration of the applicable warranty period specified herein, all such liability shall terminate but nothing herein
contained shall be construed as an attempt to exclude or limit the liability the Company in negligence for the death or injury to any person.
5.
The foregoing shall constitute the sole and exclusive remedy of the Purchaser and the sole and exclusive liability of the Company THE WARRANTIES STATED IN THIS PARAGRAPH ARE EXCLUSIVE AND WE IN LIEU CF ALL OTHER WARRANTIES (EXCEPT OF TITLE) WRITTEN OR ORAL. STATUTORY. EXPRESS OR IMPLIED FOR MERCHANTABILITY
OR FITNESS FOR PURPOSE.
3. PATENT
1.
Where goods are made to the Purchasers specification, instructions or design. the Purchaser undertakes full responsibility for the suitability end accuracy of the specification, instructions or design and undertakes to indemnify the Company
against any infringement of any patent. registered design. trade mark, trade name or copyright and any loss, damage or
expense which may incur by reason of such infringement in any country.
2.
The Purchaser shall not use the goods or any specifications or drawings for the purpose of designing or manufacturing identical goods without the Company's prior written consent and all patents. registered designs, copyright and other intellectual property rights in or in connection with the goods which the company may have shall remain the property of the
Company.
4. DELIVERY
1.
Unless otherwise agreed in writing the Company shall deliver the goods by the means most convenient to the Company to the address or addresses specified by the Purchaser or (in the event that the Purchaser fails to specify and address) to any address at which the Purchaser resides or carries on business and off loading shall be at the Purchaser’s risk. If the Purchaser specifies
transportation by any means other than those customarily used by the Company, the Purchaser shall bear any additional transportation cost.
2.
No claim for damage in transit shortage of delivery or loss of goods will be entertained unless the Purchaser shall have given to the Company written notice of such damage. shortage or loss with reasonable particulars thereof with 3 days of receipt of the goods or (in the case of total loss) or receipt of the invoice or other notification of dispatch. The Company's
liability, if any, shall be limited to replacing or (in its discretion) repairing such goods and it shall be a condition precedent to any such liability that the Purchaser shall if so requested have returned damaged goods to the Company within 14 days of such request. The Purchaser shall not be entitled to makes claim against the Company for consequential loss arising out of such damage shortage or loss
as aforesaid.
3.
Should the company be delayed in or prevented from making delivery of the goods due to war, governmental or Parliamentary restrictions, strike, lockouts, fire, floods, explosions, labour disturbances, trade disputes, damage to or destruction of the goods, breakdown of machinery, shortages of labour or of raw materials or Act of God or due to any other cause whatsoever beyond the reasonable
control of the Company the Company shall be at liberty to cancel or suspend the order placed the Purchaser without incurring any liability for any loss or damage arising therefrom.
4.
While the Company will endeavour to deliver the goods by any date or within any period agreed upon such dates and periods are estimates only given in good faith and the Company will not be liable for any failure to deliver by such a date or within such a period. Moreover, the Company shall be entitled to defer delivery until any monies due from the Purchaser are received.
5.
Delivery may be made by installments and each installments shall be deemed to be sold under a separate contract end no failure of delay in delivery of any installment nor any defect in the contents thereof shall entitle the Purchaser to treat the contract as repudiated with regard to any remaining installments.
5. QUOTATIONS-PRICES
1.
Any quotation used by the Company shall be valid for 30 days subject to the Company reserving the right to increase its prices to fairly represent any increase in the cost of raw material used in the manufacture of the goods. Thereafter the Company reserves the right to vary or cancel any quotation.
2.
Prices are those in effect at the time and order is accepted by the Company, except that if the Purchaser specified delivery beyond 30 days from the date of the order, prices may be the prices in effect at the date of delivery.
3.
Cancellation by the Purchaser will only be accepted at the discretion of the Company and in any case on condition that any costs or expenses incurred by the Company up to the date of cancellation and all loss or damage resulting to the Company by reason of such cancellation will be paid by the Purchaser to the Company forthwith. Acceptance of such cancellation will only be binding on the
Company if in Writing.
6. PAYMENTS
1.
Each contract shall be considered a separate and independent transaction, and payment shall be made accordingly. If delivery is delayed by the purchaser, payments shall become due on the date when the Company is prepared to make delivery. Products held for the Purchaser shall be at the risk and expense of the Purchaser.
2.
Unless other terms are agreed in writing between the parties, payment will be made to the Company no later than the end of the month following delivery. In the case of goods sold by installments, each installment shall be paid for separately end accordingly the provisions of this clause shall apply to each installment.
3.
Time for payment shall be the essence of the Contract and without prejudice to any other rights of the Company, interest may be payable on all overdue accounts at 4% over National Westminister Bank Plc base lending rate for the time being in force.
7. TITLE/RISK
1.
The property in the goods shell pass to the Purchaser on the happening of whichever of the following events shall last occur, namely payment in full of the whole purchase price of the goods and the payment in full for every other sum whatsoever which is due from the Purchaser to the Company whether under this contract or otherwise howsoever.
2.
Until the happening of the last such event referred to in subparagraph 7.1, above, the Purchaser shell keep the goods as bailee and store them in such a way that they are identifiable as the property of the company and are separate from all other goods in the possession of the Purchaser.
3.
The Purchaser shall be entitled to use or sell the goods in the normal course of the Purchasers business before the happening of tine last of the events mentioned in subparagraph 7.1 above but only on the condition that the Company shall retain tile thereto and the proceeds of any such sale shall be held in trust for the Company.
4.
At any time before the property in the goods shall have passed to the Purchaser in accordance herewith the Company may by notice in writing to the Purchaser determine the Purchasers right to use or sell the goods and the Purchaser shall thereupon at its own cost return the goods to the Company and shall cease to be in possession of the goods with the consent of the Company. At any time after
the giving of such notice the Company may enter upon any premises where the goods are or are reasonably believed to be and may remove the goods.
5.
Notwithstanding the foregoing the goods are at the entire risk of the Purchaser from the time of delivery.
6.
Nothing in this condition shall in anyway limit or modify the Purchasers obligation to pay for the goods in accordance with these conditions.
8. VARIATION IN QUANTITIES
1.
For nonstandard products and unless otherwise specified in writing variations of up to 10% of the quantities, up to 50 units and 5% of quantities above 50 units shall constitute compliance with the order and the agreed unit Price will continue to apply
9.
1.
Save as herein before provided and subject to the provision of Section 2(1) of the Unfair Contract Terms Act 1977, the Company shall not be liable to the Purchaser for any damage or for any direct or consequential loss incurred by the Customer in consequence of any negligence on the part of the Company or negligence or willful default on the part of its servants or
agents in or In connection with the supply of any goods or the design or manufacture thereof or in the carrying out of any work.
10.
1.
The attention of the Purchaser is drawn to the provisions of Section 6 of the Heath and Safety at Work Etc. Act 1974. The Company will supply upon request copies of guidelines relating to the use of the goods to ensure that as far as reasonably practicable they will, when put to that use, be safe and without risks to health. The purchaser warrants that he will
ensure that any person to whom he supplies the goods is made aware that such information is available from the Company. The Purchaser shall also ensure that the goods are used in accordance with the guidelines supplied by the company and if the Purchaser faits to comply with such guidelines the Company shall be relieved of it’s liability (if any) to the Purchaser
under the above Act or otherwise howsoever to the extent that such liability. would not have arisen but for such failure and the Purchaser shall indemnify the Company against all claims by third pates and any penalties for which the company may be liable howsoever to the extent that such liability would not have arisen but for such failure.
11. LAW AND JURISDICTION
1.
The contract shall be governed and constructed in all respects in accordance with the Laws of England and all disputes shall be subject only to the jurisdiction of the English Courts.
THESE CONDITIONS FOR THE SUPPLY OF GOODS SUPERSEDE ALL PREVIOUS CONDITIONS.
DAVID RICHARDS ENGINEERING LIMITED,
Unit 7B Herald Industrial Estate,
Hedge End,
Southampton,
S030 2JW
ENGLAND
Tel:
(0044)(0)1489 790900
DAVID RICHARDS ENGINEERING LIMITED,
Unit 7B Herald Industrial Estate,
Hedge End,
Southampton,
S030 2JW
ENGLAND
Tel:
(0044)(0)1489 790 900

Speeds - (metric)
Surface Speed (m/mm)
=
Dia(mm) x RPM / 318
RPM
=
Surface Speed (m/mm) x 318 / Dia (mm)
Turning
Surface Speed (m/mm)
=
Dia Cutter (mm) x RPM / 318
RPM
=
Surface Speed (m/mm) x 318 / Dia Cutter (mm)
Tooth Loading (mm)
=
Table Speed (mm/Min) / RPM x No. Teeth
Table Speed (mm/min)
=
Tooth Loading (mm) x RPM X No. Teeth
Milling

Speeds - (Imperial)
Surface Speed (ft/mm)
=
Dia(in) x RPM / 3.82
RPM
=
Surface Speed (ft/mm) x 3.82 / Dia (in)
Turning
Surface Speed (ft/mm)
=
Dia Cutter (in) x RPM / 3.82
RPM
=
Surface Speed (ft/mm) x 3.82 / Dia Cutter (in)
Tooth Loading (thou)
=
Table Speed (in/min) / RPM x No. Teeth x 1000
Table Speed (in/min)
=
Tooth Loading (thou) x RPM X No. Teeth / 1000
Milling





















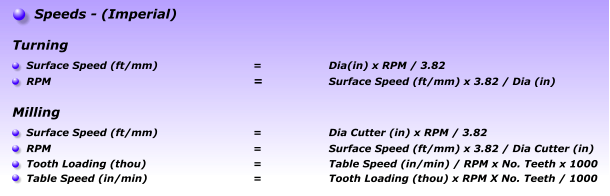
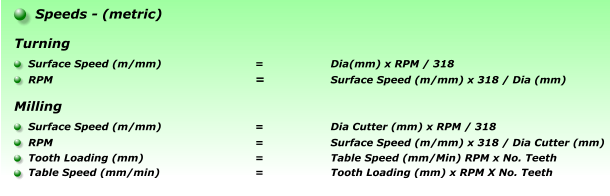
Useful Data
DAVID RICHARDS ENGINEERING LTD
CONDITIONS FOR THE SUPPLY OF GOODS
1. GENERAL
1.
In these conditions ‘the company’ means David Richards Engineering Ltd and ‘the Purchaser’ means the individual, firm, company or other party with whom the Company contracts. ‘Supply’ includes (but is not limited to) any supply under a contract of sale.
2.
No order in pursuance of any quotation or other wise shall be binding on the Company unless end until such order is accepted by the Company. Any contract made between the Company and the Purchaser (herein called 'the Contract’) shall be subject to these conditions and save after mentioned no representative or
agent of the Company has authority to agree any terms or make any representations inconsistent with them or to enter into any contract except on the basis of them; any such term representation or contract will bind the Company only if in writing and signed by an approved signatory.
3.
Unless otherwise agreed in writing by the Company these conditions shall override any terms end conditions stipulated or referred to by the Purchaser in his order or precontract negotiations.
4.
In the event that the Company has not given a written acknowledgment of the Purchasers order these conditions provided the Purchaser shall have had prior notice of them shall none the less apply to the Contract.
All prices quoted are exclusive of VAT and the Purchaser shall pay any and all taxes, duties and other Government.
2. WARRANTY
1.
The Company warrants that each product to be delivered hereunder will be of the kind designated or specified subject to the Company reserving the right to make without nonce such reasonable modifications in specifications. designs, materials or finishes as it deems necessary or desirable and the Purchaser shall
not be entitled to object to or reject the goods or any of them by reason of such reasonable modifications.
2.
If any product delivered hereunder fails to conform to the specifications or to be of the kind designated (subject to the right of the Company to make reasonable modifications in pursuance to paragraph 2.1 above) prior to the date which is 60 days from the shipment or prior to the date of use or resale of the
product by the Purchaser, whichever date sooner occurs, and if the Purchaser shall notify the Company there of immediately, the Company shall thereupon correct the defect or defects. by making available a repaired or replacement product.
3.
Any recommendation or suggestion relating to the use of the goods made by the Company is given in good faith but is for the Purchaser to satisfy itself of the suitability the goods for its own particular purpose and ft shall be deemed so to have done.
4.
The liability of the Company (except as to title) arising out of the supplying of the said product or its use whether by warranty contract negligence or otherwise shall not in any case exceed the cost of repairing defects in the product or replacing the product as herein provided, and upon the expiration of the
applicable warranty period specified herein, all such liability shall terminate but nothing herein contained shall be construed as an attempt to exclude or limit the liability the Company in negligence for the death or injury to any person.
5.
The foregoing shall constitute the sole and exclusive remedy of the Purchaser and the sole and exclusive liability of the Company THE WARRANTIES STATED IN THIS PARAGRAPH ARE EXCLUSIVE AND WE IN LIEU CF ALL OTHER WARRANTIES (EXCEPT OF TITLE) WRITTEN OR ORAL. STATUTORY. EXPRESS OR IMPLIED
FOR MERCHANTABILITY OR FITNESS FOR PURPOSE.
3. PATENT
1.
Where goods are made to the Purchasers specification, instructions or design. the Purchaser undertakes full responsibility for the suitability end accuracy of the specification, instructions or design and undertakes to indemnify the Company against any infringement of any patent. registered design. trade mark, trade
name or copyright and any loss, damage or expense which may incur by reason of such infringement in any country.
2.
The Purchaser shall not use the goods or any specifications or drawings for the purpose of designing or manufacturing identical goods without the Company's prior written consent and all patents. registered designs, copyright and other intellectual property rights in or in connection with the goods which the company
may have shall remain the property of the Company.
4. DELIVERY
1.
Unless otherwise agreed in writing the Company shall deliver the goods by the means most convenient to the Company to the address or addresses specified by the Purchaser or (in the event that the Purchaser fails to specify and address) to any address at which the Purchaser resides or carries on business and off
loading shall be at the Purchaser’s risk. If the Purchaser specifies transportation by any means other than those customarily used by the Company, the Purchaser shall bear any additional transportation cost.
2.
No claim for damage in transit shortage of delivery or loss of goods will be entertained unless the Purchaser shall have given to the Company written notice of such damage. shortage or loss with reasonable particulars thereof with 3 days of receipt of the goods or (in the case of total loss) or receipt of the invoice or
other notification of dispatch. The Company's liability, if any, shall be limited to replacing or (in its discretion) repairing such goods and it shall be a condition precedent to any such liability that the Purchaser shall if so requested have returned damaged goods to the Company within 14 days of such request. The
Purchaser shall not be entitled to makes claim against the Company for consequential loss arising out of such damage shortage or loss as aforesaid.
3.
Should the company be delayed in or prevented from making delivery of the goods due to war, governmental or Parliamentary restrictions, strike, lockouts, fire, floods, explosions, labour disturbances, trade disputes, damage to or destruction of the goods, breakdown of machinery, shortages of labour or of raw
materials or Act of God or due to any other cause whatsoever beyond the reasonable control of the Company the Company shall be at liberty to cancel or suspend the order placed the Purchaser without incurring any liability for any loss or damage arising therefrom.
4.
While the Company will endeavour to deliver the goods by any date or within any period agreed upon such dates and periods are estimates only given in good faith and the Company will not be liable for any failure to deliver by such a date or within such a period. Moreover, the Company shall be entitled to defer
delivery until any monies due from the Purchaser are received.
5.
Delivery may be made by installments and each installments shall be deemed to be sold under a separate contract end no failure of delay in delivery of any installment nor any defect in the contents thereof shall entitle the Purchaser to treat the contract as repudiated with regard to any remaining installments.
5. QUOTATIONS-PRICES
1.
Any quotation used by the Company shall be valid for 30 days subject to the Company reserving the right to increase its prices to fairly represent any increase in the cost of raw material used in the manufacture of the goods. Thereafter the Company reserves the right to vary or cancel any quotation.
2.
Prices are those in effect at the time and order is accepted by the Company, except that if the Purchaser specified delivery beyond 30 days from the date of the order, prices may be the prices in effect at the date of delivery.
3.
Cancellation by the Purchaser will only be accepted at the discretion of the Company and in any case on condition that any costs or expenses incurred by the Company up to the date of cancellation and all loss or damage resulting to the Company by reason of such cancellation will be paid by the Purchaser to
the Company forthwith. Acceptance of such cancellation will only be binding on the Company if in Writing.
6. PAYMENTS
1.
Each contract shall be considered a separate and independent transaction, and payment shall be made accordingly. If delivery is delayed by the purchaser, payments shall become due on the date when the Company is prepared to make delivery. Products held for the Purchaser shall be at the risk and expense of
the Purchaser.
2.
Unless other terms are agreed in writing between the parties, payment will be made to the Company no later than the end of the month following delivery. In the case of goods sold by installments, each installment shall be paid for separately end accordingly the provisions of this clause shall apply to each
installment.
3.
Time for payment shall be the essence of the Contract and without prejudice to any other rights of the Company, interest may be payable on all overdue accounts at 4% over National Westminister Bank Plc base lending rate for the time being in force.
7. TITLE/RISK
1.
The property in the goods shell pass to the Purchaser on the happening of whichever of the following events shall last occur, namely payment in full of the whole purchase price of the goods and the payment in full for every other sum whatsoever which is due from the Purchaser to the Company whether under
this contract or otherwise howsoever.
2.
Until the happening of the last such event referred to in subparagraph 7.1, above, the Purchaser shell keep the goods as bailee and store them in such a way that they are identifiable as the property of the company and are separate from all other goods in the possession of the Purchaser.
3.
The Purchaser shall be entitled to use or sell the goods in the normal course of the Purchasers business before the happening of tine last of the events mentioned in subparagraph 7.1 above but only on the condition that the Company shall retain tile thereto and the proceeds of any such sale shall be held in trust
for the Company.
4.
At any time before the property in the goods shall have passed to the Purchaser in accordance herewith the Company may by notice in writing to the Purchaser determine the Purchasers right to use or sell the goods and the Purchaser shall thereupon at its own cost return the goods to the Company and shall
cease to be in possession of the goods with the consent of the Company. At any time after the giving of such notice the Company may enter upon any premises where the goods are or are reasonably believed to be and may remove the goods.
5.
Notwithstanding the foregoing the goods are at the entire risk of the Purchaser from the time of delivery.
6.
Nothing in this condition shall in anyway limit or modify the Purchasers obligation to pay for the goods in accordance with these conditions.
8. VARIATION IN QUANTITIES
1.
For nonstandard products and unless otherwise specified in writing variations of up to 10% of the quantities, up to 50 units and 5% of quantities above 50 units shall constitute compliance with the order and the agreed unit Price will continue to apply
9.
1.
Save as herein before provided and subject to the provision of Section 2(1) of the Unfair Contract Terms Act 1977, the Company shall not be liable to the Purchaser for any damage or for any direct or consequential loss incurred by the Customer in consequence of any negligence on the part of the Company or
negligence or willful default on the part of its servants or
agents in or In connection with the supply of any goods or the design or manufacture thereof or in the carrying out of any work.
10.
1.
The attention of the Purchaser is drawn to the provisions of Section 6 of the Heath and Safety at Work Etc. Act 1974. The Company will supply upon request copies of guidelines relating to the use of the goods to ensure that as far as reasonably practicable they will, when put to that use, be safe and without
risks to health. The purchaser warrants that he will
ensure that any person to whom he supplies the goods is made aware that such information is available from the Company. The Purchaser shall also ensure that the goods are used in accordance with the guidelines supplied by the company and if the Purchaser faits to comply with such guidelines the Company
shall be relieved of it’s liability (if any) to the Purchaser
under the above Act or otherwise howsoever to the extent that such liability. would not have arisen but for such failure and the Purchaser shall indemnify the Company against all claims by third pates and any penalties for which the company may be liable howsoever to the extent that such liability would not
have arisen but for such failure.
11. LAW AND JURISDICTION
1.
The contract shall be governed and constructed in all respects in accordance with the Laws of England and all disputes shall be subject only to the jurisdiction of the English Courts.
THESE CONDITIONS FOR THE SUPPLY OF GOODS SUPERSEDE ALL PREVIOUS CONDITIONS.
DAVID RICHARDS ENGINEERING LIMITED,
Unit 7B Herald Industrial Estate,
Hedge End,
Southampton,
S030 2JW
ENGLAND
Tel:
(0044)(0)1489 790900
Terms & Conditions

DAVID RICHARDS ENGINEERING LIMITED,
Unit 7B Herald Industrial Estate,
Hedge End,
Southampton,
S030 2JW
ENGLAND
Tel:
(0044)(0)1489 790 900

Useful Data



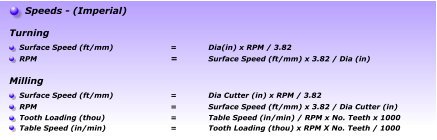
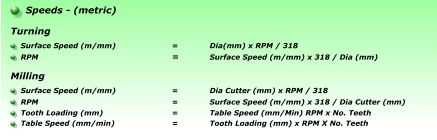
DAVID RICHARDS ENGINEERING LTD
CONDITIONS FOR THE SUPPLY OF GOODS
1. GENERAL
1.
In these conditions ‘the company’ means David Richards Engineering Ltd and ‘the Purchaser’ means the individual, firm, company or other party with whom the Company contracts. ‘Supply’ includes (but is not limited to) any supply under a contract of sale.
2.
No order in pursuance of any quotation or other wise shall be binding on the Company unless end until such order is accepted by the Company. Any contract made between the Company and the Purchaser (herein called 'the Contract’) shall be subject to these conditions and save after mentioned no representative or
agent of the Company has authority to agree any terms or make any representations inconsistent with them or to enter into any contract except on the basis of them; any such term representation or contract will bind the Company only if in writing and signed by an approved signatory.
3.
Unless otherwise agreed in writing by the Company these conditions shall override any terms end conditions stipulated or referred to by the Purchaser in his order or precontract negotiations.
4.
In the event that the Company has not given a written acknowledgment of the Purchasers order these conditions provided the Purchaser shall have had prior notice of them shall none the less apply to the Contract.
All prices quoted are exclusive of VAT and the Purchaser shall pay any and all taxes, duties and other Government.
2. WARRANTY
1.
The Company warrants that each product to be delivered hereunder will be of the kind designated or specified subject to the Company reserving the right to make without nonce such reasonable modifications in specifications. designs, materials or finishes as it deems necessary or desirable and the Purchaser shall
not be entitled to object to or reject the goods or any of them by reason of such reasonable modifications.
2.
If any product delivered hereunder fails to conform to the specifications or to be of the kind designated (subject to the right of the Company to make reasonable modifications in pursuance to paragraph 2.1 above) prior to the date which is 60 days from the shipment or prior to the date of use or resale of the
product by the Purchaser, whichever date sooner occurs, and if the Purchaser shall notify the Company there of immediately, the Company shall thereupon correct the defect or defects. by making available a repaired or replacement product.
3.
Any recommendation or suggestion relating to the use of the goods made by the Company is given in good faith but is for the Purchaser to satisfy itself of the suitability the goods for its own particular purpose and ft shall be deemed so to have done.
4.
The liability of the Company (except as to title) arising out of the supplying of the said product or its use whether by warranty contract negligence or otherwise shall not in any case exceed the cost of repairing defects in the product or replacing the product as herein provided, and upon the expiration of the
applicable warranty period specified herein, all such liability shall terminate but nothing herein contained shall be construed as an attempt to exclude or limit the liability the Company in negligence for the death or injury to any person.
5.
The foregoing shall constitute the sole and exclusive remedy of the Purchaser and the sole and exclusive liability of the Company THE WARRANTIES STATED IN THIS PARAGRAPH ARE EXCLUSIVE AND WE IN LIEU CF ALL OTHER WARRANTIES (EXCEPT OF TITLE) WRITTEN OR ORAL. STATUTORY. EXPRESS OR IMPLIED
FOR MERCHANTABILITY OR FITNESS FOR PURPOSE.
3. PATENT
1.
Where goods are made to the Purchasers specification, instructions or design. the Purchaser undertakes full responsibility for the suitability end accuracy of the specification, instructions or design and undertakes to indemnify the Company against any infringement of any patent. registered design. trade mark, trade
name or copyright and any loss, damage or expense which may incur by reason of such infringement in any country.
2.
The Purchaser shall not use the goods or any specifications or drawings for the purpose of designing or manufacturing identical goods without the Company's prior written consent and all patents. registered designs, copyright and other intellectual property rights in or in connection with the goods which the company
may have shall remain the property of the Company.
4. DELIVERY
1.
Unless otherwise agreed in writing the Company shall deliver the goods by the means most convenient to the Company to the address or addresses specified by the Purchaser or (in the event that the Purchaser fails to specify and address) to any address at which the Purchaser resides or carries on business and off
loading shall be at the Purchaser’s risk. If the Purchaser specifies transportation by any means other than those customarily used by the Company, the Purchaser shall bear any additional transportation cost.
2.
No claim for damage in transit shortage of delivery or loss of goods will be entertained unless the Purchaser shall have given to the Company written notice of such damage. shortage or loss with reasonable particulars thereof with 3 days of receipt of the goods or (in the case of total loss) or receipt of the invoice or
other notification of dispatch. The Company's liability, if any, shall be limited to replacing or (in its discretion) repairing such goods and it shall be a condition precedent to any such liability that the Purchaser shall if so requested have returned damaged goods to the Company within 14 days of such request. The
Purchaser shall not be entitled to makes claim against the Company for consequential loss arising out of such damage shortage or loss as aforesaid.
3.
Should the company be delayed in or prevented from making delivery of the goods due to war, governmental or Parliamentary restrictions, strike, lockouts, fire, floods, explosions, labour disturbances, trade disputes, damage to or destruction of the goods, breakdown of machinery, shortages of labour or of raw
materials or Act of God or due to any other cause whatsoever beyond the reasonable control of the Company the Company shall be at liberty to cancel or suspend the order placed the Purchaser without incurring any liability for any loss or damage arising therefrom.
4.
While the Company will endeavour to deliver the goods by any date or within any period agreed upon such dates and periods are estimates only given in good faith and the Company will not be liable for any failure to deliver by such a date or within such a period. Moreover, the Company shall be entitled to defer
delivery until any monies due from the Purchaser are received.
5.
Delivery may be made by installments and each installments shall be deemed to be sold under a separate contract end no failure of delay in delivery of any installment nor any defect in the contents thereof shall entitle the Purchaser to treat the contract as repudiated with regard to any remaining installments.
5. QUOTATIONS-PRICES
1.
Any quotation used by the Company shall be valid for 30 days subject to the Company reserving the right to increase its prices to fairly represent any increase in the cost of raw material used in the manufacture of the goods. Thereafter the Company reserves the right to vary or cancel any quotation.
2.
Prices are those in effect at the time and order is accepted by the Company, except that if the Purchaser specified delivery beyond 30 days from the date of the order, prices may be the prices in effect at the date of delivery.
3.
Cancellation by the Purchaser will only be accepted at the discretion of the Company and in any case on condition that any costs or expenses incurred by the Company up to the date of cancellation and all loss or damage resulting to the Company by reason of such cancellation will be paid by the Purchaser to
the Company forthwith. Acceptance of such cancellation will only be binding on the Company if in Writing.
6. PAYMENTS
1.
Each contract shall be considered a separate and independent transaction, and payment shall be made accordingly. If delivery is delayed by the purchaser, payments shall become due on the date when the Company is prepared to make delivery. Products held for the Purchaser shall be at the risk and expense of
the Purchaser.
2.
Unless other terms are agreed in writing between the parties, payment will be made to the Company no later than the end of the month following delivery. In the case of goods sold by installments, each installment shall be paid for separately end accordingly the provisions of this clause shall apply to each
installment.
3.
Time for payment shall be the essence of the Contract and without prejudice to any other rights of the Company, interest may be payable on all overdue accounts at 4% over National Westminister Bank Plc base lending rate for the time being in force.
7. TITLE/RISK
1.
The property in the goods shell pass to the Purchaser on the happening of whichever of the following events shall last occur, namely payment in full of the whole purchase price of the goods and the payment in full for every other sum whatsoever which is due from the Purchaser to the Company whether under
this contract or otherwise howsoever.
2.
Until the happening of the last such event referred to in subparagraph 7.1, above, the Purchaser shell keep the goods as bailee and store them in such a way that they are identifiable as the property of the company and are separate from all other goods in the possession of the Purchaser.
3.
The Purchaser shall be entitled to use or sell the goods in the normal course of the Purchasers business before the happening of tine last of the events mentioned in subparagraph 7.1 above but only on the condition that the Company shall retain tile thereto and the proceeds of any such sale shall be held in trust
for the Company.
4.
At any time before the property in the goods shall have passed to the Purchaser in accordance herewith the Company may by notice in writing to the Purchaser determine the Purchasers right to use or sell the goods and the Purchaser shall thereupon at its own cost return the goods to the Company and shall
cease to be in possession of the goods with the consent of the Company. At any time after the giving of such notice the Company may enter upon any premises where the goods are or are reasonably believed to be and may remove the goods.
5.
Notwithstanding the foregoing the goods are at the entire risk of the Purchaser from the time of delivery.
6.
Nothing in this condition shall in anyway limit or modify the Purchasers obligation to pay for the goods in accordance with these conditions.
8. VARIATION IN QUANTITIES
1.
For nonstandard products and unless otherwise specified in writing variations of up to 10% of the quantities, up to 50 units and 5% of quantities above 50 units shall constitute compliance with the order and the agreed unit Price will continue to apply
9.
1.
Save as herein before provided and subject to the provision of Section 2(1) of the Unfair Contract Terms Act 1977, the Company shall not be liable to the Purchaser for any damage or for any direct or consequential loss incurred by the Customer in consequence of any negligence on the part of the Company or
negligence or willful default on the part of its servants or
agents in or In connection with the supply of any goods or the design or manufacture thereof or in the carrying out of any work.
10.
1.
The attention of the Purchaser is drawn to the provisions of Section 6 of the Heath and Safety at Work Etc. Act 1974. The Company will supply upon request copies of guidelines relating to the use of the goods to ensure that as far as reasonably practicable they will, when put to that use, be safe and without
risks to health. The purchaser warrants that he will
ensure that any person to whom he supplies the goods is made aware that such information is available from the Company. The Purchaser shall also ensure that the goods are used in accordance with the guidelines supplied by the company and if the Purchaser faits to comply with such guidelines the Company
shall be relieved of it’s liability (if any) to the Purchaser
under the above Act or otherwise howsoever to the extent that such liability. would not have arisen but for such failure and the Purchaser shall indemnify the Company against all claims by third pates and any penalties for which the company may be liable howsoever to the extent that such liability would not
have arisen but for such failure.
11. LAW AND JURISDICTION
1.
The contract shall be governed and constructed in all respects in accordance with the Laws of England and all disputes shall be subject only to the jurisdiction of the English Courts.
THESE CONDITIONS FOR THE SUPPLY OF GOODS SUPERSEDE ALL PREVIOUS CONDITIONS.
DAVID RICHARDS ENGINEERING LIMITED,
Unit 7B Herald Industrial Estate,
Hedge End,
Southampton,
S030 2JW
ENGLAND
Tel:
(0044)(0)1489 790900
Terms & Conditions

DAVID RICHARDS ENGINEERING LIMITED,
Unit 7B Herald Industrial Estate,
Hedge End,
Southampton,
S030 2JW
ENGLAND
Tel:
(0044)(0)1489 790 900
